How to cool injection molds?
Injection molding can process products with complex shapes and precise dimensions or inserts with high efficiency and easy-to-realize automated production. Completion of an injection molding cycle can be roughly divided into the following steps: molding, plasticizing, injection, holding pressure, cooling, mold opening, ejection, and so forth.
The length of the molding cycle directly affects production efficiency and equipment utilization. Research shows that good cooling system design and control can reduce the cooling time by about 20%.
Mold cooling cycle
Mold cooling on the injection molding cycle cycle of physical cooling time begins at the start of injection, ending in the mold opening.
The machine cooling time begins after the pressure-holding stage and ends when the mold is opened. The cooling time in each injection molding cycle often accounts for more than 1/2 of the entire cycle.
Impact on injection molding quality
Mold cooling, in addition to the impact of the molding cycle, and, more importantly, the effect on the quality of injection-molded products. There are three main aspects of the evaluation of plastic products:
The first is the appearance quality, including integrity, color, gloss, etc.;
The second is the accuracy between dimensions and relative positions;
The third is the physical properties, chemical properties, electrical properties, etc., corresponding to the use. These three properties and mold temperature in the molding process are directly related.
a. Surface quality
Too low mold temperature will make the product outline unclear and produce an obvious fusion pattern, resulting in surface roughness.
b. Dimensional accuracy
Keeping the mold temperature constant can reduce the fluctuation of molding shrinkage and improve the stability of the dimensional accuracy of the products.
c. Mechanical properties
Suppose the temperature of the cooling system is set reasonably. In that case, the internal temperature field will be effectively improved, and the mechanical properties will be enhanced while reducing the internal stress of the molded parts.
Current status of the manufacturing site
It can be seen that the mold cooling in the injection molding process occupies a vital position. As the core equipment for molding production, the injection molding machine should be done on this crucial link in detailed process monitoring. However, mold cooling process monitoring is often overlooked compared with other molding process parameters.
The production process parameters of the injection molding machine (such as injection speed, holding pressure, strength, barrel temperature, etc.) have accurate detection, timely feedback, and process data storage. However, mold cooling is still under unmonitored or human monitoring.
Currently, most injection molding machines are equipped with two general ways of mold cooling.
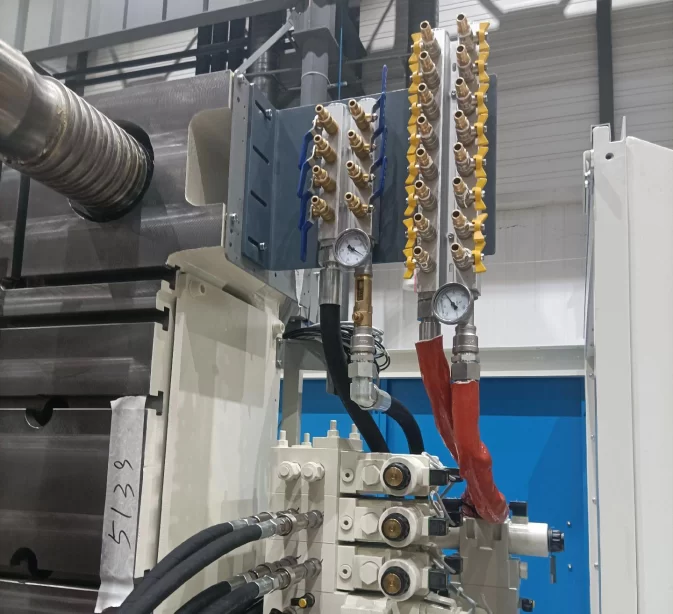
(1) Installation of a water separation block on the moldboard of the injection molding machine, as shown in Figure 1.
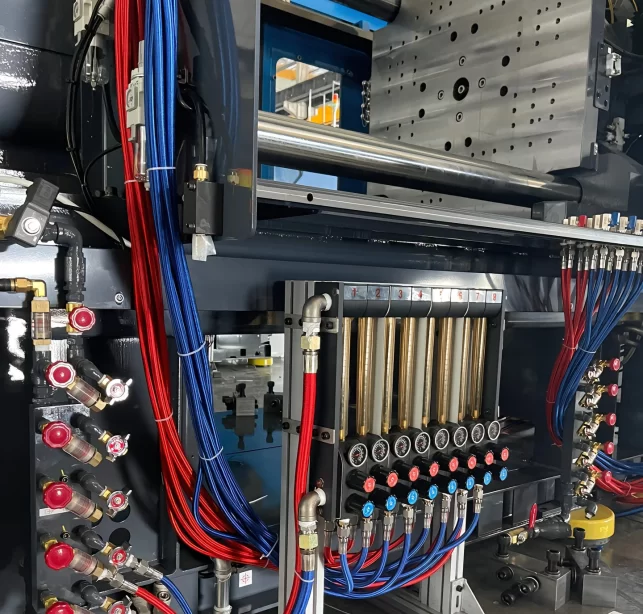
(2) Installation of a mechanical water flow regulator on the periphery of the injection molding machine, as shown in Figure 2.
1. Water distribution block installed on the molding machine’s template.
The injection molding machine template on the side of the water distribution block has the advantage of a simple piping arrangement. Only the mold cooling of the total water inlet and return pipe to the water distribution block, and then by the water distribution block of the various branches of the ball valves connected to the mold cooling water interface. This way of branch piping short, slight pressure loss.
But this way of water flow and temperature can not be measured; we can not know whether the mold cooling water is regular access or the waterway is blocked. In the production process, if there is a mold thermostat failure or the valve on the water supply line is misused, the injection molding machine can not be perceived.
In addition, with a long production period, the cooling pipeline in the mold will produce scale, rust, etc., not only affecting the water flow but also forming a kind of insulation layer, affecting the efficiency of heat transfer. At this point, it will result in defective products and may have produced several inferior products, resulting in losses.
2. Installation of a mechanical water flow regulator at the periphery of the injection molding machine
The water flow regulator integrates a float-type flow indicator and a pointer-type temperature gauge.
The total inlet and return water for mold cooling is connected to the water flow regulator, and each branch of the water flow regulator is equipped with a flow indicator and a temperature gauge.
The flow and temperature indication can effectively avoid the mold installation of the initial water line error, which can be found in the molding production process of the water line failure on time.
But because of this, the water flow regulator instrumentation is mechanical to facilitate the view of the equipment manager, so this water flow regulator can only be installed in the machine around the place where people can easily see.
The more branch circuits a water flow regulator has, the more space it requires to be installed.
As mold design becomes more sophisticated, the mold’s cooling circuits increase.
Water flow regulators require long branch piping to connect the branch inlets and outlets at the periphery of the injection molding machine to the mold.
The connection length can be very long, especially to the moving mold plate side of the mold.
Since the moving template of the injection molding machine is in motion, the branch piping connected to the moving template must use a drag chain to ensure that the branch water pipe can reciprocate the bending movement.
If the number of branch pipes is large, the corresponding drag chain must also be increased.
Therefore, whether it is the installation of the water flow distributor itself or the arrangement of the branch piping, it brings great trouble to the designers and installers.
The flow indication and temperature gauge of the water flow distributor are mechanical and subject to reading errors.
Temperature and flow rate can only be detected when a significant change occurs. They can only be read and recorded manually, and the frequency of manual reading is not well grasped.
Independent electronic temperature and flow detector
For plastic products with high-quality requirements, especially those used for automotive functional parts, the above two configurations for mold cooling can no longer meet their requirements for quality control.
To meet the high-quality requirements, manufacturers began in the injection molding machine next to the equipment-independent electronic temperature flow detector (Figure 3); this independent electronic temperature flow detector, as an auxiliary production equipment for injection molding production, was installed in the injection molding machine.
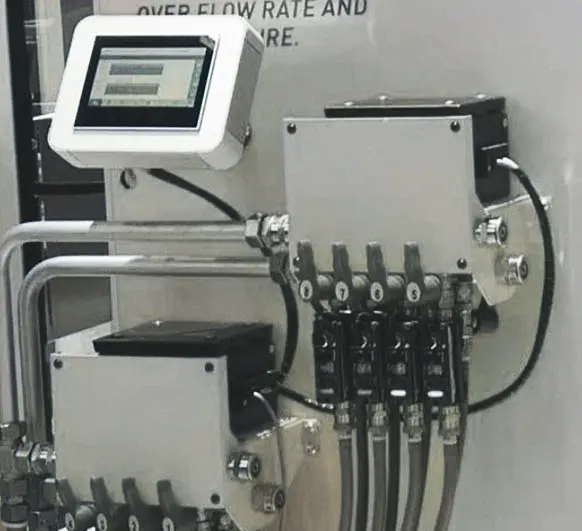
The mold cooling water’s total inlet and outlet pipes are first connected to this equipment, which is then divided into various branches and connected to the mold.
This independent electronic temperature and flow detector generally consists of a controller and operating screen installed in each branch of the temperature, flow, and other sensors.
This electronic temperature and flow detector can mold cooling water status data and display it to the operating screen that comes with it.
The operating screen can be set to the cooling water status of the range of values. Out of the set range of values, the alarm state will be immediately alarmed, and the switching volume will inform the injection molding machine so that the injection molding machine can immediately take a shutdown action to reduce the production of defective products.
This device also has a data storage function to store the historical cooling data.
Overall, the stand-alone electronic temperature and flow tester is an electronic upgrade to the mechanical water flow regulator.
It solves problems such as inaccurate readings and the need for manual patrols.
However, it also left some problems, such as installing branch water pipes, the temperature measurement point, and the mold, which are far from the problem.
Moreover, as a device that can be operated independently, the electronic temperature flow detector must have its own operating screen and controller and protective sheet metal. Hence, the price is higher, and the initial investment is larger.
Injection molding machine integrated mold cooling control system
For the independent electronic temperature and flow detector of the remaining problems, injection molding machine manufacturers began to design and promote the injection molding machine integrated mold cooling control system. As shown in Figure 4.
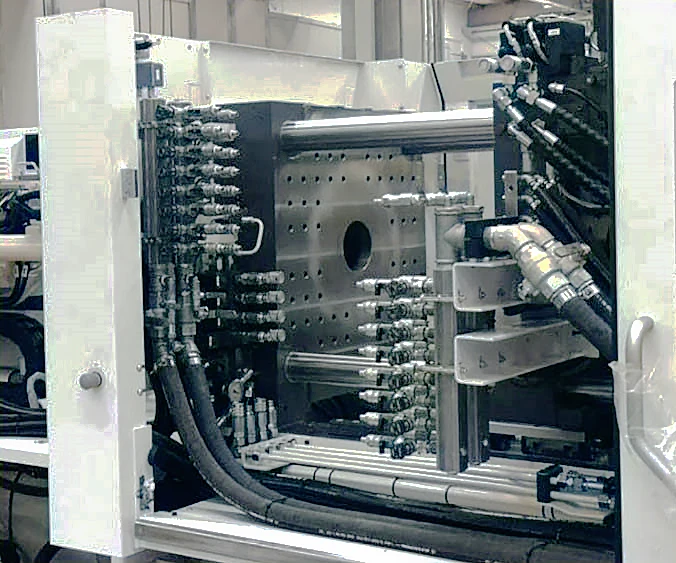
From the installation space point of view, the injection molding machine integrated mold cooling control system in the injection molding machine design has thoroughly considered the installation space, the sensor, and the converging water block installed in the distance from the mold in the nearest position, so that only a shorter branch of the water pipe can be connected.
After the convergence of the mold cooling water, only the total water inlet pipe and the total water return pipe can be arranged on the body of the injection molding machine, which significantly reduces the space required for water pipe arrangement. The overall design of the injection molding machine can also be more compact.
The realization is also more straightforward for some of the water pipe insulation or anti-condensation requirements.
From the cost point of view. The injection molding machine is already a complete system; when the injection molding machine integrates the mold cooling control system, the original injection molding machine hardware can be shared entirely.
Such as the host screen, controller, and protective sheet metal.
Cooling control system eliminates the need for a dedicated operating screen, controller, and some protection, which can significantly reduce costs.
In addition, if the operation is unified with the injection molding machine screen, the user’s operation will be more convenient.
Injection molding machines on the cooling system sensor direct collection can get more accurate mold cooling data.
The injection molding machine gets the data, thus more intervention action.
Such as setting up multi-level warnings and alarms and multi-level intervention actions.
With the depth of integrated development, the mold cooling system can be linked with the mold hot runner heating system to better control the temperature inside the mold.
With the development of the digitalization of injection molding machines, essential data of the injection molding process, including the cooling link, must be stored.
The integrated mold cooling system of the injection molding machine can store the process data of the cooling link of the mold and the molding process data of the injection molding machine in a unified way, and the unified stored data is more convenient for management and traceability.
If the configuration of the electronic temperature and flow detector, although it also has the function of data storage, its storage format and transmission mode may be different from the injection molding machine data, it will bring a lot of inconvenience to the management of the latter data.
Summary
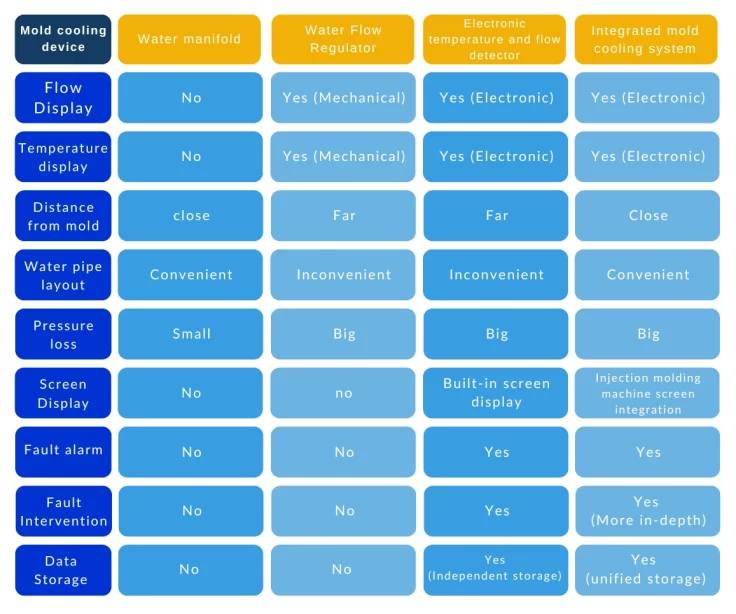
Table 1 compares four types of mold cooling devices configured on injection molding machines, and the advantages of an integrated mold cooling system for injection molding machines are clear at a glance.
With the development of mold technology, the importance of mold cooling is constantly being raised.
With the development of Industry 4.0, the concepts of unmanned and lights-out factories are gaining ground, and the digitalization of the injection molding process is necessary.
For high-end injection molding machines, integrated mold cooling systems will be necessary.