How to design a two-color mold?
Two-color plastic parts, because of their beautiful appearance, stable performance, and high bonding strength, are increasingly favored by people; two-color injection molding process and two-color molds have also been the attention of the plastic parts processing industry.
Two-color injection molding equipment used is an injection molding machine with two injection systems. Two pairs of molds simultaneously share the injection molding machine clamping system; the injection molding machine’s moving mold rotary disk can make the moving mold rotate 180 ° accurately; the principle of injection molding is shown in Figure 1. The working principle is as follows:
(1) Close the mold, material 1 through the barrel A injection into the model cavity molding single-color plastic parts. Opening the mold does not eject the single-color plastic parts; let it stay in the mold-moving mold, moving mold rotary disk rotated 180 ° counterclockwise, a moving mold, b moving mold exchange position.
(2) Close the mold again; barrel B will inject material two into the cavity of the b mold to form two-color plastic parts, while the mold is also molded with single-color plastic parts.
(3) open the mold, b moving mold ejecting two-color products, moving mold rotary disk rotated 180 ° clockwise, a moving mold, b moving mold and then exchange the position; and once again, after closing the mold, into the next injection cycle.
Two-color injection molding is characterized by the: in the mold can be achieved automatically assembled two-color plastic parts; the two moving mold requires rotation, the core is the same, and the cavity is small and difficult to set up in the moving mold; molding equipment and mold structure is complex, high precision.
With people’s pursuit of high-quality products, promote the development of two-color molding technology, reduce the cost of two-color plastic parts, prompting its application to show an accelerated trend, and the ensuing two-color injection molds have become the object of research and development of many mold companies.
The two-color electric toothbrush shell is a typical elongated cylindrical plastic part; the author uses its injection mold as an example, introducing the haf and spring inner core extraction mechanism, two-color mold structural characteristics, design points, and the working principle of the mold.
Plastic parts analysis
Electric toothbrush shells should have a novel and beautiful appearance, compact structure, feel good, easy to operate, waterproof, and reliable performance characteristics to ensure that the electric toothbrush is in line with the use of requirements to seek high-quality two-color molding is often used.
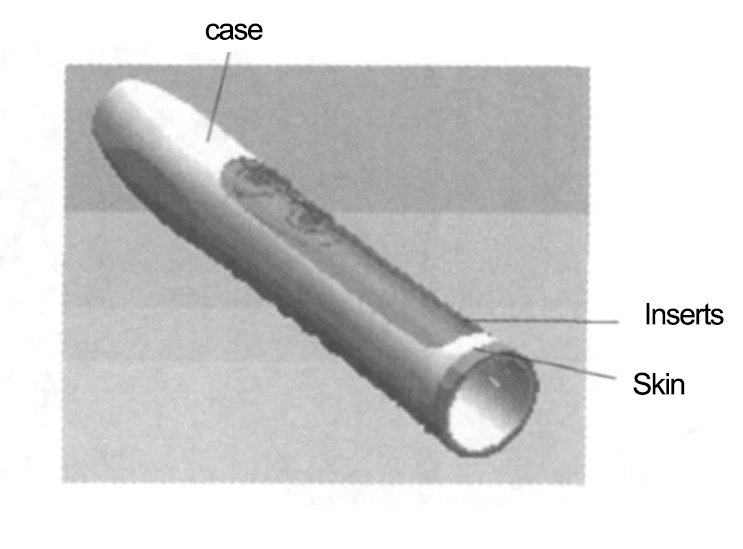
Figure 2 shows an electric toothbrush shell consisting of the insert, shell, and skin.
Inserts are translucent, the material is (acrylonitrile/butadiene/styrene) copolymer (ABS) and polycarbonate (PC) blends, the shell material is ABS plastic, the outer skin is used to enhance the feel and anti-slip properties, the material is thermoplastic elastomer (TPE) plastic.
The inserts are injection molded separately, while the shell and the outer skin are injection molded in two colors.
During the molding process, the insert is put into the cavity of the first color mold and then injected into the shell material to form the shell and encapsulate the insert. Then, the outer skin is formed in the second color mold to realize the in-mold assembly of the insert and two-color molding in one injection cycle to obtain a high-quality two-color electric toothbrush shell.
Toothbrush shell molding quality requirements are high. The outer surface cannot have deformation, top white, shrinkage or fusion marks, and other defects. The inner surface should be free of ejection traces, flying edges, and other defects, the boundary should be clear and beautiful, and the combination between the two materials should be firm and flat.
The electric toothbrush shell has two symmetrical lateral blind holes on the inner wall, and the outer surface is convex and concave.
It needs to be molded by setting up inner and outer core pulling mechanisms.
Two-color toothbrush shell injection mold structure
1. Overall structure of the mold
The maximum inner diameter of the toothbrush shell is 25mm, the length is 164mm, it is a typical long cylinder two-color plastic parts.
It is a typical long cylindrical two-color plastic part. The core is small, and the internal core-extraction mechanism and cooling system must be set up. Therefore, it is not suitable to put the toothbrush shell horizontally, and it is better to put it vertically to keep the axis of the core parallel to the molding direction and to make use of the hafting structure to form the outer surface of the mold by lateral parting.
The two pairs of molds (a mold, b mold) are arranged according to one mold with two cavities, adopting the point gate pouring system and the three-plate fine spout structure.
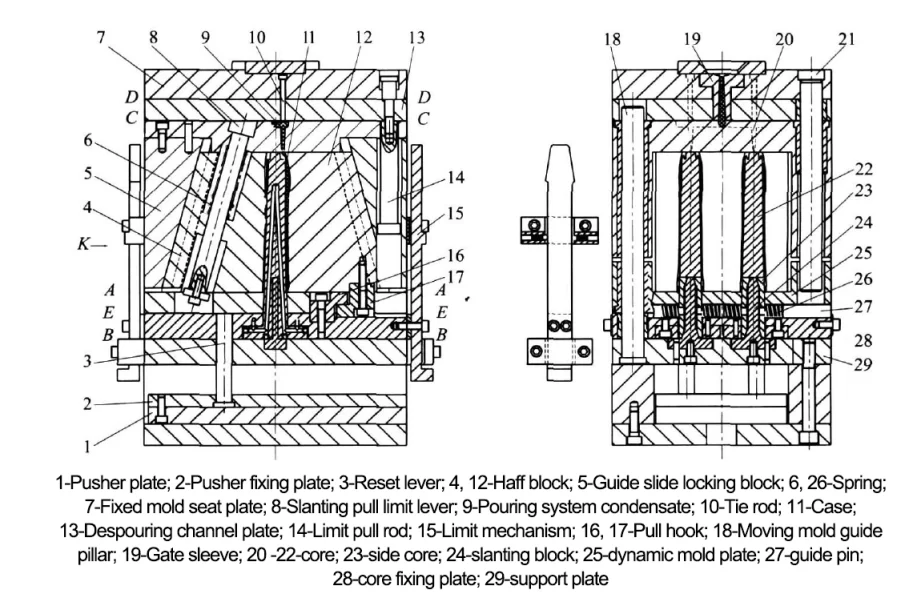
The overall structure of the mold is symmetrically arranged with the center of the mold as the origin, and adopts the hafting structure, the hafting block is set in the fixed mold, constituting the cavity, and the inner core extracting mechanism for molding the side holes is set in the movable mold, and the structure of the molds is shown in Fig. 3.
The cavity sizes of the two pairs of molds are different: a mold cavity molding shell (also known as a station, the cavity molding the shell encapsulated with inserts), b cavity molding skin (also known as b station, the cavity will be the combination of shell and skin into a whole two-color electric toothbrush shell), and a mold, b mold of the same dynamic mold.
In each injection molding cycle, the plastic from two injection units of the injection molding machine is filled into the cavities of the station and b station of the two-color mold through two sets of pouring systems, respectively. The two-color plastic parts are obtained through the one-time position exchange of the moving molds of the a and b stations.
2. Key points of mold design
(1) Design of pouring system
The two-color injection mold has two sets of pouring system
(2) Cavity design
As seen from Fig. 3, the cavity adopts a haf structure, which is designed as two flap-type haf block 4 and haf block 12, and its parting surface is selected at the outer skin’s edge line to meet the aesthetic appearance requirements. a, b, the two core stations are the same, but the cavity part does not rotate and change position during injection molding, so the haf block should be set in the fixed mold.
The Haff block and the guide-slip locking block are guided by a T-slot and locked by a beveled surface;
Spring 6 ensures that the hafting block opens first, completes the outer parting and core pulling action, and maintains sufficient pre-pressure when the mold is open;
Pull hook 16, and pull hook 17 to ensure that the haft block parting core extraction in place;
The axial direction of the diagonal pull limit lever 8 is parallel to the corresponding T-slot. It maintains a certain length so that after the pull hook 16 and pull hook 17 are detached from each other when the mold is opened, the moving mold continues to move away from the fixed mold at the same time, and the haft block still has a certain moving distance to ensure that the pull hooks collide with each other to be avoided in the subsequent mold closing process.
The second color of the cavity in the injection molding, the corresponding shell parts only play a role in sealing, in addition to sealing parts, other parts are required to avoid empty processing.
To prevent deformation of the first color shell during the second injection, the gap between one side and the other side of the cavity is 0.1mm.
(3) The design of the inner core extraction mechanism
Lateral blind holes in the inner wall of the shell have a certain depth; if you take the forced demolding, it will damage the plastic parts. There is a need to use the inner core mechanism molding, but the central core is long and thin, which is unsuitable for commonly used oblique sliders and curved pins on the inner side of the core pulling mechanism.
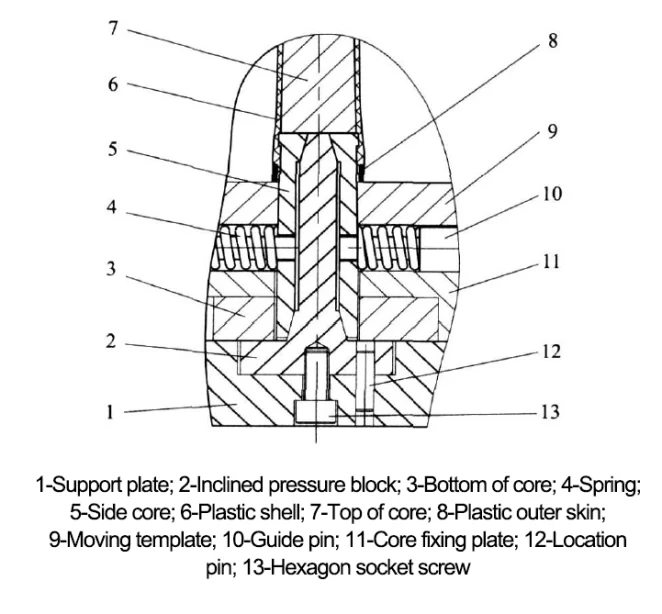
Figure 4 shows the spring inner core extraction mechanism can be realized by side hole molding. The principle of operation is injection molding, oblique pressure block 2 of the oblique side of the core compression 5;
When the mold is opened, by the mold opening force to make the support plate one and the core fixed plate 11 separation, oblique pressure block 2 with the support plate downward movement, give way to the lateral internal extraction space, under the action of the spring return force, the side of the core 5 to achieve the internal pumping action, the mold on both sides of the limiting mechanism will be separated from the distance limit of 5mm will be sufficient to ensure that the internal pumping distance requirements.
When the mold is closed, the tilting block 2 pushes the side core five by the tilting surface to overcome the spring force and reset.
(4) Slewing and rotating
Since a two-color plastic part needs to be injected into the cavities of the a and b station molds once each, the moving molds of the two stations must be able to exchange their positions once in each molding cycle.
This mold uses the built-in rotary mechanism of the two-color injection molding machine to achieve 180° rotation of the moving mold.
(5) Cooling Design
Each Hafu block is arranged with cooling channels, symmetrically set up, and the cavity cooling is sufficient, balanced and consistent as far as possible. The core cooling system is difficult to arrange, the maximum diameter of the core is only 25mm, and there is an internal core extraction mechanism.
The core cooling waterway is the use of two 5mm diameter long holes, two long holes tilted inward 3 °, the tail end of the same, the axis of the two long holes and the core axis coplanar, and perpendicular to the direction of the internal pumping to ensure that the thinnest wall thickness of the long holes is greater than 3mm, as shown in Figure 3.
(6) Push-out mechanism design
The two moving molds are the same, so the two push-out mechanisms are the same. The action of ejecting the plastic part is in the final stage of mold opening, which is to push out the two-color plastic part from the core through push plate 1, reset lever 3, and move template 25, as shown in Figure 3.
In an injection molding cycle, the first color of the shell back from the first color cavity should not be ejected; the second color of the outer skin covering the shell molding out of the two-color toothbrush shells should only be ejected together. Therefore, although the two push out the exact mechanism, the action requirements are different; only the second color of the moving mold of the push plate is used by the injection molding machine to eject the role of the thrust.
Working principle
Two sets of two-color electric toothbrush shell mold structures is identical, both with A-A, B-B, C-C, D-D, E-E, a total of five opening and closing surfaces, as shown in Figure 3 of the second color mold on the two-color mold principle of operation Explained as follows:
(1) Closing the mold, one injection
The insert is put into the cavity of station A, the mold is closed and locked, and the injection unit of injection molding machine A injects ABS melt into the cavity of station A and completes one injection.
(2) Optimizing the First Stage of Mold Opening for Efficient Parting and Shell Formation
The first stage of mold opening is to pull off the gate and realize the Haff parting at the end of the primary injection; in the station cavity, ABS melt and insert bonding, after holding pressure, cooling, and solidification, molding the shell with inserts.
Mold open, the role of the spring six so that the mold is first in the A-A at the parting, the two haf block back to pull off the gate at the same time as the condensation to achieve the outer parting of the core until the diagonal pull limit lever 8 to stop the haf block backward action.
(3) In the second stage of mold opening, the inner core is dislodged from the casting system.
Continuing to open the mold, the serpentine neck of the limiting mechanism 15 contacts with its two spring-loaded balls and pulls the fixed template 20, the B-B side opens, and the internal extracting mechanism moves to carry out internal core extraction;
After separating 5mm distance, the limit device at the other end of the limit mechanism drives the fixed template to move back. Firstly, the C-C parting surface is opened. The pull rod 10 makes the casting system condensate stay on the side of the debinding channel plate 13, then pull the debinding channel plate through the limit pull rod 14, open the D-D surface and make the casting system condensate take off from the pull rod 10 and take it out.
(4) In the third stage of mold opening, the first colored plastic part is completely removed from the cavity.
Continue to open the mold. When the fixed mold seat plate 7 through the limit lever 14 to pull the fixed template 20, limit mechanism 15 to overcome the resistance of the spring contact beads and disengaged, the dynamic and fixed mold is completely separated, the first color with inserts continue to hold tight to the core along with the moving mold entirely out of the cavity with the station, at this time, the launch of the station of the mechanism does not act, will not be ejected from the first color of the shell.
(5) The mold rotates 180° counterclockwise.
When the first injection is finished, the first color shell, which stays on the side of the moving mold, is sent to station b after rotating 180° counterclockwise with the rotary disk of the moving mold then the mold is closed, and the shell is fixed in the form of core insert in the cavity of the mold in station b.
(6) Closing the mold again, secondary injection
Closing the mold again, the B injection system of the injection molding machine carries out the second injection, injecting the TPE melt into the cavity of the b station to form the outer skin (at the same time, the A injection system injects ABS melt into the cavity of the station to form the shell of the next cycle).
After the second injection molding, TPE melts, and the first color ABS shell in the mold assembly is divided into two-color toothbrush shell plastic parts.
(7) Open the mold again and take out the two-color products.
At the end of the second injection, after holding pressure, cooling, and shaping, molded two-color toothbrush shell plastic parts.
Then, the mold is opened, and the mold is opened when the working principle of the mold and the first mold process are precisely the same. In the final stage, when the moving template 25 and the fixed template 20 open the distance enough to take out the two-color plastic parts, the top bar of the injection molding machine connects and promotes the b station moving mold pushes the plate 1, through the reset lever 3 to push the moving template 25, the E-E surface is open, and will be the two-color products from the core on the push out.
(8) Rotate the mold 180° clockwise.
The rotary disk of the injection molding machine rotates the moving mold 180° clockwise, and the moving molds of stations a and b exchange their positions again.
(9) Close the mold to complete a molding cycle.
When the mold is closed, the reset lever three will b station push out the mechanism reset, the internal pumping and haf mechanism is also reset.
After the mold is completely closed and locked, the next injection can be carried out, completing a working cycle. So far, the mold action has completed a complete cycle of two-color injection molding.
Conclusion
Two-color injection molding can achieve multiple plastic parts in the mold combination, mold plastic parts with a beautiful appearance, stable performance, high bonding strength, and enhance the added value of plastic parts.
However, the molding equipment is expensive, with mold precision, complex design, and high molding process requirements. In recent years, with the development of manufacturing digital technology and widely used, two-color molds and their equipment design and manufacturing threshold and cost continue to reduce the application of two-color plastic parts is accelerating the trend of two-color injection molding technology is also receiving more and more attention.
The author, through the insert of two-color electric toothbrush shell injection mold design, analysis of the two-color injection mold working principle and mold design points, cleverly designed haf mold structure and spring core extraction mechanism to achieve the mold five sequential parting action, for further promotion of the two-color injection molding technology, design of structurally sound, reliable action of the mold to provide a certain degree of guidance.
The practice has proved that the two-color electric toothbrush shell injection mold has a compact structure, smooth and reliable opening and closing actions, and can realize efficient, high-volume, and high-quality product production.