How to layout the injection molding workshop?
Workshop layout planning is an essential key chain in manufacturing management. The layout of science and rationality promotes product efficiency and enterprise competition and mounts a solid base for the company’s long-term development.
Design of the workshop layout by applying principles and engineering methods to research and explore the design of layout and processing. It uses comprehension research to process flow and produces scale, mainly equipment, logistics, environmental protection, security, etc. At the same time, it maintains an appropriate development space to finish the layout design.
Layout areas include manufacturing layout and equipment layout.
The factory layout is the rational layout and arrangement of the entire workshop building and its various components according to their roles in production and life.
The equipment layout arranges various process equipment in a certain area according to the production process and various relevant factors.
When designing a workshop layout, the important issues to consider are the following.
- Fully satisfy requirements of process product and equipment maintenance.
- Fully and effectively utilize the workshop’s building area and volume.
- Leave room for future development and factory expansion;
- Labor safety and industrial hygiene meet relevant regulations and rules;
- Planning and coordinating the supply chain, striving to rational layout of manufacturing, compact layout, and short transportation distance.
- Avoid plate intersection of human flow and material flow.
In this article, the author combines the design case of a new injection mold workshop to focus on exploring key design process points.
Combining plant design with functionality
The injection molding shop mentioned in this article, whose products are mainly used by the downstream assembly shop. The factory site selection should be as close as possible to the end of the material flow of the assembly plant, the material transfer should be convenient, the transportation distance should be short, and space should be left for future development and expansion of the plant.
Generally, injection workshops include six components:
(1) manufacturing, including injection machines, auxiliary machines, recycling machines, mold maintenance, etc;
(2) warehouses, such as storage of raw materials, semi-products, mold, spare parts, tooling, and fixtures;
(3) Passage, including logistics, personnel, maintenance,e, and other primary and secondary passages;
(4) Management, such as offices, data room, etc.
(5) Living quarters, such as lounges, bathrooms, locker rooms, etc;
(6) public area, including water, electricity, gas, environmental protection, ventilation, and other supporting equipment and facilities. The above part of the workshop is set in the internal different, generally in the workshop surrounding the area.
According to the injection molding processing capacity and production and operation demand required for the project’s construction, the quantities of raw materials, semi-finished products, finished products, and by-products and their storage methods are measured, as well as the quantities and models of production process equipment.
And determine the number of personnel according to the process quota and project planning. In addition, the layout of public supporting facilities should be defined. From this, the area of each area is determined.
According to the functional division, the different areas are designed to have different heights to reduce the investment. The main factors to be considered during the design of the height of the injection molding area are the height of the equipment, the height of the mold lifting, and the height required for the arrangement of various pipelines.
As the size of the injection molding machine in the injection molding area varies greatly, taking the maximum height of the injection molding machine required by the project as a reference, the height of the workshop in the injection molding area is reduced by lowering the foundation of the equipment and placing it in the pit, which in turn reduces the cost of construction of the plant, and at the same time, effectively saves the operating costs of heating in winter and cooling in summer. To fully utilize the three-dimensional space in the workshop, the height of the material storage warehouse is raised.
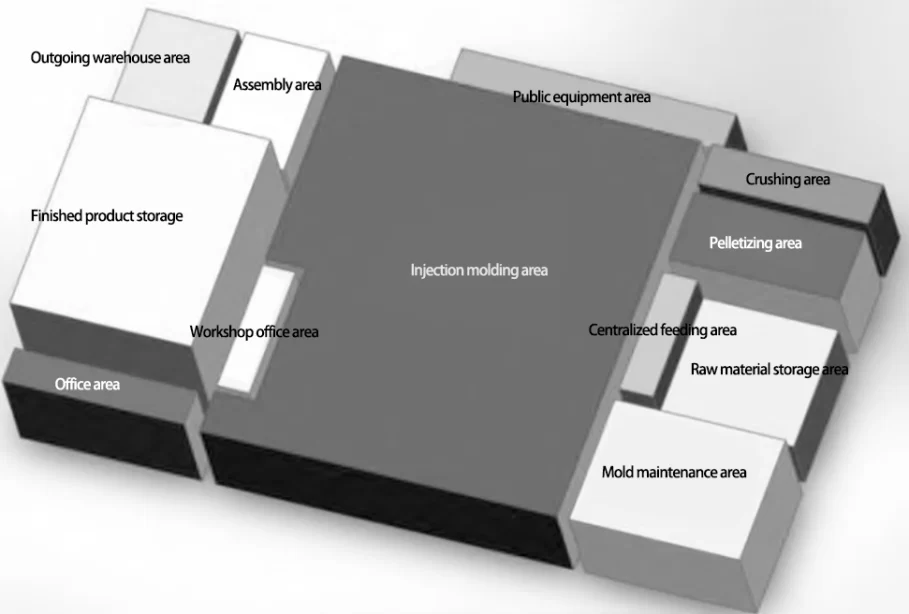
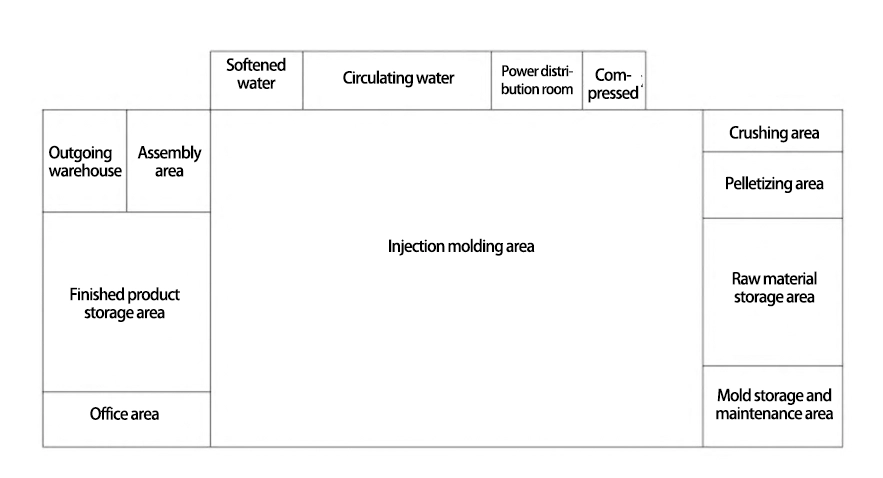
The whole layout follows the following principles, trying to be smooth, compact, and reasonable, avoiding round-trip cross and long-distance transportation or multiple ineffective transportation (see Figure 1):
(1) The layout of each area follows the principle of static and dynamic zoning, and the noisy areas are centrally arranged, such as the powder area and the centralized feeding area, and are placed in the indoor area with a sound-absorbing structure. In contrast, the office area is placed away from the noise side.
(2) The arrangement of each area follows the principle of smooth logistics. According to the material flow direction, the raw material area is arranged on the rightmost side, and the finished product warehouse is placed on the leftmost side, close to the downstream assembly area. The injection molding area is in the middle, which can effectively reduce the ineffective logistics turnover.
(3) The injection molding production area follows the principle of equipment grouping, according to the product processing technology process layout design, the same process of equipment in one place, which is conducive to centralized management. The machines can complement each other, so the integration ability and efficiency are strong.
(4) The utilities supporting area follows the principle of proximity, shortens the transportation distance of water, electricity,y, and gas, reduces the equipment’s power, and reduces the operation cost.
Process equipment layout with the production process and advanced technology combination
The layout of process equipment is to position the various equipment in the workshop according to the process flow requirements. The injection molding workshop, in addition to the main production equipment injection molding machine, also includes a variety of auxiliary injection molding production, such as robots, mold temperature machines, and so on.
Injection molding machine equipment should be positioned relative to the main column network of the plant building, and equipment and equipment should also be positioned relative to each other. The equipment arrangement mainly depends on the production process, installation, operation, and maintenance needs, but other professional requirements must also be considered.
The injection molding area is divided into a shell area, cover area, and small parts area according to product type, equipment interoperability, operation convenience, and production flow.
1. Arrangement of the injection molding machine in the shell area
The injection molding machine in the shell area adopts a two-to-two relative placement mode, which is convenient for the operation workers to manage more than one piece of equipment. The original workflow is that after injection molding, the shell products are manually placed on pallets (usually 1.8 m in height), wrapped with stretch film, and put into the warehouse by hand-carrying trucks.
To reduce the number of workers, the spacing of equipment on the injection molding machine’s operating surface in the project’s shell area is mainly considered to be the problem of robot interference above the injection molding machine and the area for placing auxiliary machines on site. The non-operating surface spacing is mainly determined by the maintenance operation space.
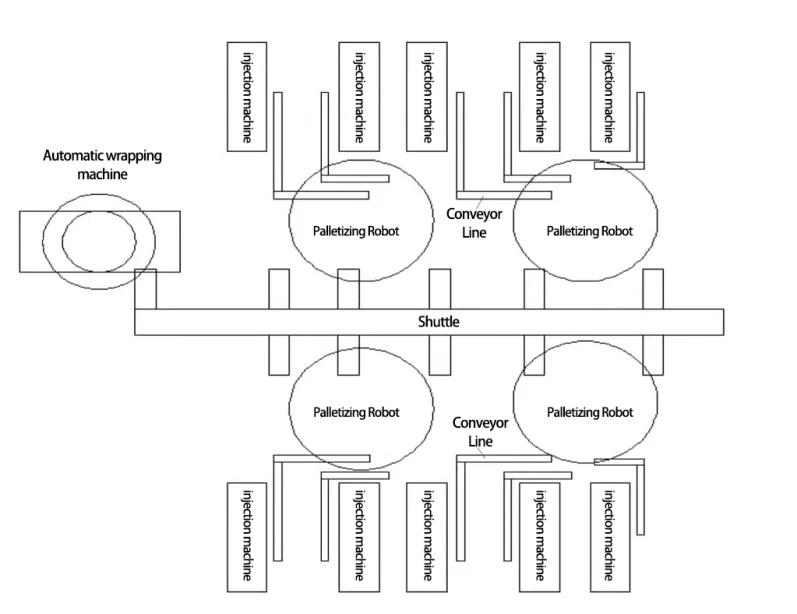
At the same time, considering that the logistics turnover of this process uses a lot of people and the labor intensity of the workers is high, combined with the actual situation of the products, a shell automated transport scheme is designed, which includes the combination of palletizing robots, shuttle cars, automatic wrapping machines, automatic labeling machines, automatic transfer vans (referred to as AGVs) and transport lines (see Fig. 2).
Each palletizing robot can palletize 2-3 different types of products at the same time. After the products are palletized, they are sent to the wrapping machine station through the shuttle car and conveyor line to complete the automatic wrapping and labeling. Finally, they are sent to the three-dimensional warehouse by AGV. The whole injection molding production process realizes fully automatic production.
2. Arrangement of injection molding machines in the lid area
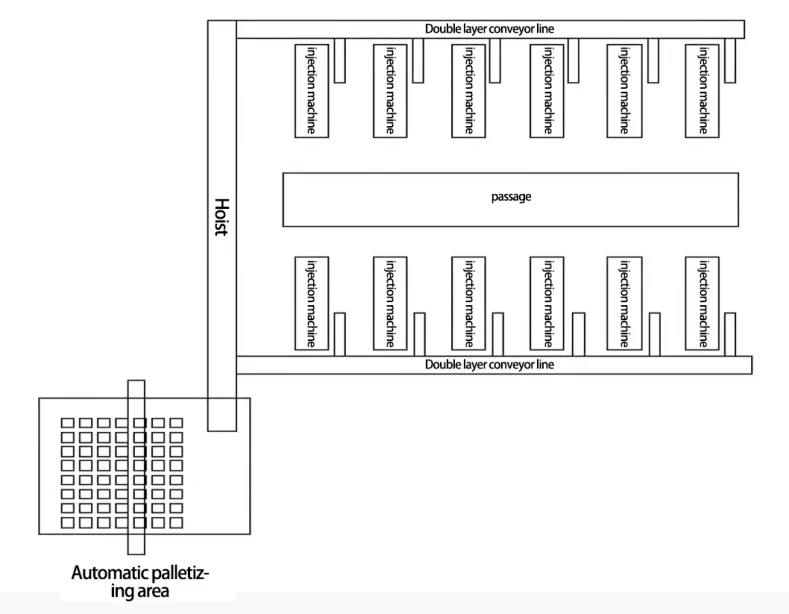
After the production of cover products, they must be loaded into crates. Due to the big difference of product structure and size, according to the current technology level, it is expensive and difficult to realize the automatic loading of crates, and the economy is poor, so the original manual loading of crates is used. Considering the production efficiency of the injection molding machine and the frequency of storage, the program design process adopts a double-layer conveying line and Cartesian Coordinate Manipulator, which realizes automatic replenishment of empty crates, automatic categorization of crates with the same product, automatic palletizing, and automatic storage by AGV (see Figure 3).
3. Arrangement of the injection molding machine in the small parts area
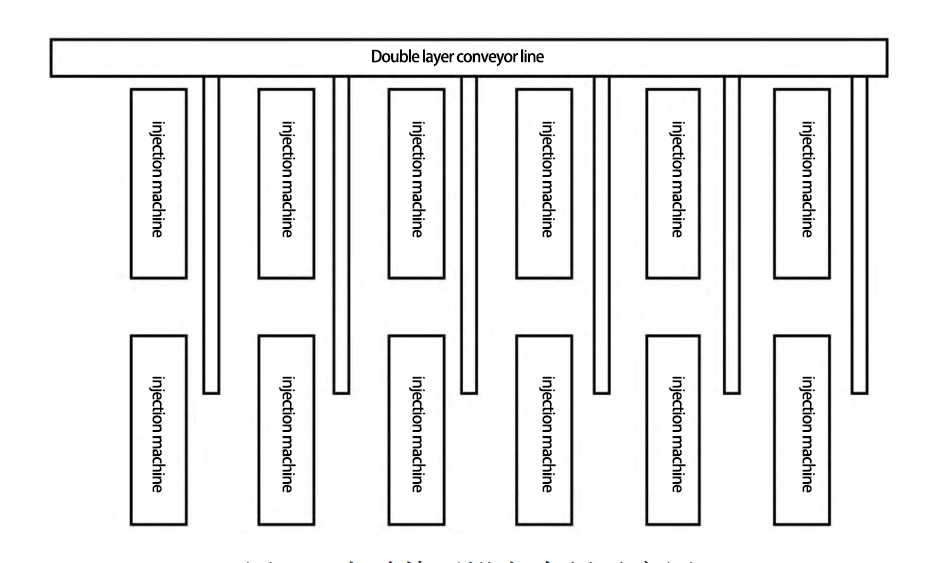
The injection molding machine for producing small parts occupies a small area. By improving and optimizing the molds, it is possible to realize the unmanned production mode of small parts with no burrs and automatic shedding of material handles. Therefore, this type of machine is arranged centrally to achieve unmanned production (see Figure 4). After collecting the products, the products are sent to the automatic production line through the conveyor line.
After collecting the products, they are sent to the automatic palletizing area through the conveyor line and put into the warehouse by AGV.
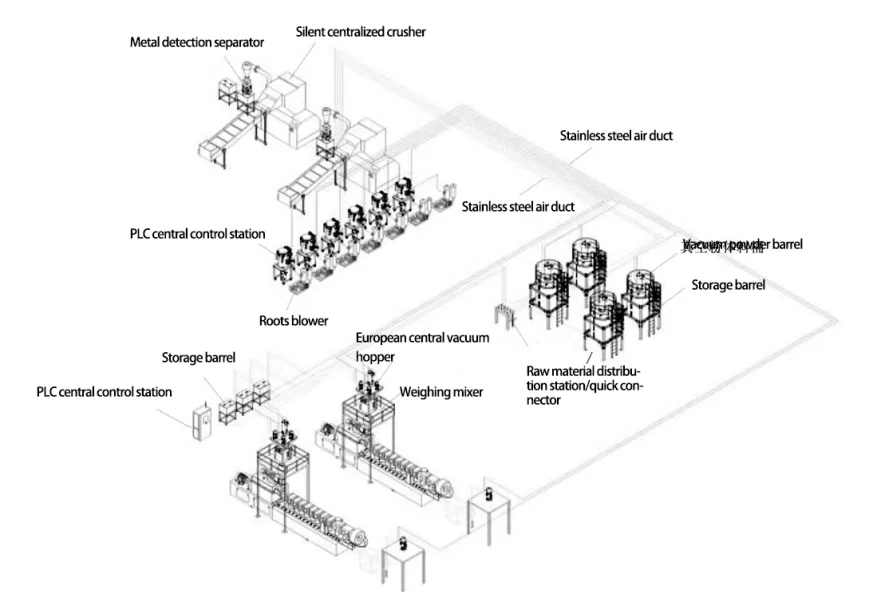
4. Arrangement of centralized feeding and recycling granulation area
Injection molding processing enterprises usually use the waste products in the production process directly after crushing or recycle the crushed materials after modification and granulation. Based on the product in the crushing, granulation, conveying process will produce a lot of noise, so the crushing, granulation, conveying process according to the process of the production route into groups arranged in the northeast side of the workshop, away from the office area.
The injection molding processing company mentioned in this paper through the integration of the corresponding equipment, the construction of corresponding sound insulation facilities, design, and completion of a set of scrap crushing, material conveying, automatic mixing of components of the recycling granulation system, reducing the ineffective turnover of materials and the number of operators, but also reduces the noise pollution.
In the process arrangement of the whole area, according to the demand for raw materials of injection molding machines in each area for a reasonable partition, changing the traditional co-pipe mode, the use of “one machine, one pipe” conveying mode, can greatly reduce the risk of failure of the raw material conveying system. Aiming at the status quo that some injection molding machines may use black and white color materials to eliminate the influence of residual materials in the pipeline, double pipelines are laid. By installing a manual cutter plate on the hopper of the material supply system, a combination of machine-side pickup and piping can be realized, which greatly improves the flexibility of the material delivery system.
By changing the packaging method of raw materials, changing the bagged material of 25 kg to a big bag of 750 kg, and adding a dehumidifying and drying machine and automatic weighing and measuring system, it can realize the unmanned mixing and make the raw material drying effect is good. Set up the crushing-storage-pelletizing-feeding pipeline to realize fully automatic production of recycling, pelletizing, and feeding (see Figure 5).
Utility layout is combined with relevant laws and regulations and the economy.
The layout of the entire injection molding workshop includes water, electricity, gas, and other utilities to consider the economy, such as low investment, low operation, and maintenance costs, in the layout of the principle of proximity, but also line with relevant laws and regulations. The supporting utilities mentioned in this paper are arranged on the north side of the injection molding area of the workshop (see Figure 6).
1. Circulating water system
According to the injection molding production process requirements, there are two circulating water systems. Both mold and equipment cooling water adopt pressure reflux-type circulating cooling systems. Since the mold cooling circulating water requires low-temperature water, it is cooled by a cooling tower in winter and a chiller in the rest of the season. The cooling equipment for the circulating water system uses closed cooling towers. All cooling towers are set on the roof of the circulating water pump room on the north side of the workshop. The two systems of cooling circulating water and refrigeration circulating water can be switched with each other according to the seasonal temperature change to realize energy-saving operation as much as possible.
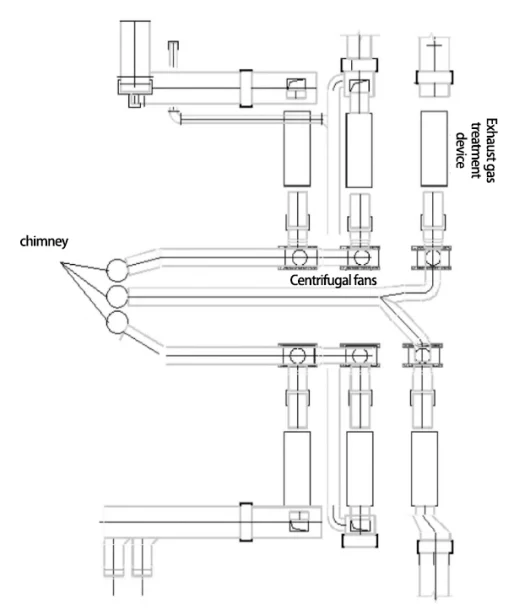
2. Environmentally friendly ventilation system
Installing an effective ventilation system in the injection molding workshop is the most basic exhaust gas treatment method. Ventilation equipment is arranged above the office and assembly area of the injection molding production site in the workshop according to the divided area. The environmental protection equipment is arranged on the roof of the raw material warehouse. The arrangement of ventilation and environmental protection equipment makes full use of the façade space of the whole area, reduces the floor space, and ensures that the entire workshop periphery is neat (see Figure 7).
Figure 7 Schematic layout of environmental protection facilities
Conclusion
The layout of the injection molding workshop should follow the design principles of advanced technology, economic rationality, saving investment, convenient operation and maintenance, and simple, compact, neat, and beautiful equipment arrangement. In the process of design, the existing resources should be reasonably and effectively utilized, not only taking into account the current situation of the company’s existing equipment and personnel but also incorporating and fully drawing on the fusion of domestic and foreign advanced technology in various industries, to achieve the most advanced technology and maximize the economic benefits.