What are the mold materials in China?
Mold is the leading process equipment for industrial production, indispensable for all industries, and the mold industry is essential.
Mold has a specific structure and form. It uses a particular method to shape materials. This process offers high production efficiency and sound programming.
The result is high-quality products with less material consumption and low production costs. Due to these advantages, countries worldwide place great importance on the application and development of molds.
The service life of the mold is not only an important indicator of its quality but also, to a certain extent, reflects a region’s or even a country’s metallurgical and machinery industry level.
The status of mold in the economy
Mold plays a vital role in the national economy. From a material perspective, it is essential for shaping metal parts, including forgings, stamping, castings, deep-drawing, and powder metallurgy parts.
Mold also shapes non-metallic parts, such as plastic, rubber, glass, ceramics, and other products.
Molds are essential in many industrial products. They are used in automobiles, tractors, and motorcycles. Molds are also vital in the aerospace, electromechanical, and electrical industries. They are essential in instrumentation, home appliances, and daily necessities.
Additionally, molds are used in weapons, warships, toys, and the catering industry. Because of their wide application, molds are often called “the mother of all trades.”
At the same time, due to its strong pull, the mold industry is described as “an industry, a hundred prosperous.”
Less cutting-free processing is a direction of the machinery industry’s development, and mold uses pressure processing to achieve a less cutting-free first choice.
Mold rapid prototyping has advantages such as high quality, high efficiency, and low consumption, so it has been widely used.
According to rough statistics, relying on mold processing products and parts, the home appliance industry accounted for more than 80%, and the electromechanical sector accounted for more than 70%.
In addition, military, light industry rail transportation, metallurgy and building materials, and other industries are inseparable from mold production.

Current situation
The world’s industrial economy and scientific and technological reform and innovation have led to the development of the mold industry.
Currently, industrially developed countries are rapidly advancing in the mold industry. These countries have formed specialized production, manufacturing, and sales sectors.
They have begun to realize standardization, specialization, and commercialization. Mold has become a highly technology-intensive product.
At the same time, fierce market competition accelerates mold product renewal and forces mold material development.
Mold steel classification
The steel used to manufacture molds is called mold steel. At present, China’s mold materials have been standardized and serialized. GB/T1299-2014 “industrial mold steel” will be divided into six series, briefly as follows.
(1) impact-resistant mold steel
This type of mold steel has 4CrW2Si, 5CrW2Si, 6CrW2Si, 6CrMnSi2Mo1V, 5Cr3MnSiMo1, 6CrW2SiV a total of 6 grades.
(2) roll steel
This type of mold steel has 5 grades: 9Cr2V, 9Cr2Mo, 9Cr2MoV, 8Cr3NiMoV, and 9Cr5NiMoV.
(3) Cold work mold steel
The mold steel 9Mn2V, 9CrWMn, CrWMn, MnCrWV, 7CrMn2Mo, 5Cr8MoVSi, 7CrSiMnMoV, Cr8Mo2SiV, Cr4W2MoV, 6Cr4W3Mo2VNb, 6W6Mo5Cr4V, W6Mo5Cr4V2, Cr8, Cr12, Cr12W Cr8, Cr12, Cr12W, 7Cr7Mo2V2Si, Cr5Mo1V, Cr12MoV, Cr12Mo1V1 a total of 19 grades.
(4) hot work mold steel
The mold steel 5CrMnMo, 5CrNiMo, 4CrNi4Mo, 4Cr2NiMoV, 5Cr2NiMoV, 5Cr2NiMoVSi, 8Cr3, 4CrW2VSi, 3Cr2W8V, 4Cr5MoSiV, 4Cr5MoSiV1, 4Cr3Mo3SiV, 5Cr4Mo3SiMnVAl, 4Cr4MnSiMoV, 5Cr5WMoSi, 5Cr5MoWVSi, 3Cr3Mo3W2V, 5Cr4W5Mo2V, 4Cr5Mo2V, 3Cr3Mo3V, 4Cr5Mo3V, 3Cr3Mo3VCo3 a total of 22 brands.
(5) plastic mold steel
The mold steel SM45, SM50, SM55, 3Cr2Mo, 3Cr2MnNiMo, 4Cr2Mn1MoS, 8Cr2MnWMoVS, 5CrNiMoMnVSCa, 2CrNiMoMnV, 2CrNi3MoAl, 1Ni3MnCuMoAl, 06NiCrMoVTiAl, 00Ni18Co8Mo5TiAl, 2Cr13, 4Cr13, 4Cr13NiVSi, 2Cr17Ni2, 3Cr17Mo, 3Cr17NiMoV, 9Cr18, 9Cr18MoV 21 grades.
(6) special-purpose mold steel
The mold steel 7Mn15Cr2Al3V2WMo, 3Cr25Ni20Si2, 0Cr17Ni4Cu4Nb, Ni25Cr15Ti2MoMn, Ni53Cr19Mo3TiNb a total of 5 grades.
The above 6 series of 78 grades are only included in GB/T1299-2014 in the steel number, and many are not included in the standard. The standard steel number is only the “tip of the iceberg.” There are many “non-standard “Mold steel products in actual production and application. Steel mills are constantly launching new mold steel products.
At present, the mold with powder steel, spray steel in the market is very popular and widely used, mold manufacturers should be targeted selection.
In addition, cemented carbide and steel junction cemented carbide are new members of the mold material family, with broad prospects for industrial applications.
Mold surface strengthening
Mold in the use process is often subject to repeated stretching, bending, torsion, extrusion, friction and wear, cyclical impacts, and other stresses; its surface is more significant stress, and service conditions are more demanding.
Many facts show that most mold failure and damage occur on the surface, so in addition to the correct selection of materials and reasonable heat treatment, surface strengthening to improve the mold’s service life further is also very important.
The following is a brief introduction to practical mold surface-strengthening initiatives.
The principle of surface strengthening method selection
(1) improve the wear resistance of the mold surface
Mold wear resistance is mainly related to the steel’s type and amount of carbide; even if the selection of Cr12 type of high C, high Cr, and high-speed steel, its wear resistance often still can not meet the requirements, and surface strengthening is effective.
(2) wear resistance and toughness of good match
“Rigid and flexible” ‘strong and tough fusion’, for most of the current use of manufacturers, to improve the toughness of the more complex, and the best way to solve these contradictions is to strengthen the surface.
(3) Improve the anti-seize ability
In stretching, extrusion, and other types of molds, the “cold welding” phenomenon. The solution to this problem is still surface strengthening, such as vulcanization, molybdenum, steam treatment, etc..
(4) change the surface stress state
Mold quenching, tempering treatment, the surface of the tensile stress state, which will contribute to the early formation of cracks, such as surface strengthening to form compressive stress, can improve the service life of the mold, which is one of the methods of shot peening.
(5) improve oxidation and corrosion resistance
Many hot work molds and plastic molds face oxidation and corrosion problems. Relying solely on material selection and heat treatment is insufficient to solve these issues.
Therefore, surface strengthening is necessary to address these problems. Chrome plating is one such method.
(6) Economical
Many new surface-strengthening processes are not necessarily suitable for specific production conditions, so they must be combined with the enterprise’s actual situation and targeted selection of surface-strengthening process methods.

Surface strengthening process and its application examples
(1) nitriding
There are three types of nitriding: gas nitriding, liquid nitriding, and solid nitriding. Most nitriding molds contain strong nitride-forming elements.
These elements include Al, Cr, W, Mo, V, and others. Standard steels used for nitriding are 38CrMoVAl, H13, high-speed steel, and matrix steel.
The nitriding temperature is lower than the steel’s tempering temperature. The nitriding time depends on the specific steel and requirements.
For example: H13 steel die casting mold, using gas nitriding, process (530 ~ 550) ℃ × (12 ~ 20) h, nitriding surface hardness of 600 ~ 760HV, nitriding layer depth of 0.15 ~ 0.20mm.
(2) boron penetration
3 C r 2 W 8 V steel hot work mold, by 950 ℃ × 4h salt bath boron penetration, penetration layer organization for FeB + Fe2B, the final 1050 ℃ salt bath heating, graded quenching, 600 ℃ × 2h × 3 tempering.
The above process can increase the service life of the wrench-forming roll forging die by more than one time.
(3) niobium infiltration
Mold steel by niobium infiltration after a layer of Nb content of about 80% of the golden yellow niobium carbide layer, infiltration layer organization for the NbC.
Salt bath niobium infiltration process (900 ~ 1050) ℃ × (4 ~ 10) h. The niobium infiltration layer has a high degree of hardness, such as Cr12MoV steel molds up to 3200 ~ 3500HV.
The niobium infiltration process can be used for punching dies, bending molds, pipe drawing molds, hot forging molds, and powder metallurgy molds, and service life increased by several or even dozens of times.
(4) PVD, CVD coating
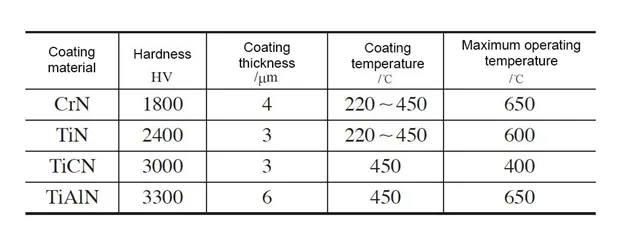
Physical Vapor Deposition (PVD) is the deposition of rigid materials from chemical vapors, such as tungsten carbide, cermets, and all steels can be coated with PVD. Molds can be coated in the low-temperature range of 200 to 550°C without subsequent heat treatment.
Hard coatings and their properties are summarized in Table 1.
Chemical coating CVD can make the mold obtain a hard, wear-resistant surface, usually with a coating thickness of 2 ~ 10μm, hardness of 2300 ~ 3000HV, and a coating temperature of 900 ~ 1000 ℃.
(5) chrome plating
Mold chromium penetration creates a solid Cr-Fe-C alloy layer on the surface. This layer helps the mold resist high-temperature oxidation and corrosion and enhances its hardness, strength, wear resistance, and fatigue resistance.
Therefore, molds used in high-temperature environments can undergo chromium penetration treatment.
The chromium infiltration process can be divided into three categories: solid chromium infiltration, liquid chromium infiltration, and gas chromium infiltration. For example, Table 2 shows different materials’ chromium layer thickness and hardness at 950 ℃ × 4h salt bath chromium.

With chromium osmosis treatment, service life can be increased by more than 50% for different molds.
(6) Oxy-Nitrogen Co-Opening Treatment for Molds
Oxygen and nitrogen co-infiltration treatment, can make the mold surface to form a layer of porous Fe3O4, the infiltration layer has good friction reduction and anti-adhesion, co-infiltration temperature of 540 ~ 580 ℃, co-infiltration time 1 ~ 3h.
High-speed steel and matrix steel molds are widely used in this process because the co-infiltration temperature is often its tempering temperature. Thus, the oxygen and nitrogen co-infiltration treatment can improve the mold’s service life by 1 to 2 times.
(7) Sulfurization and molybdenization
After the sulfurization and molybdenum treatment, the mold has a small friction factor, good wear resistance, high resistance to occlusion and scuffing, etc., and low treatment temperature, low cost, and quick results.
For example, gear hob low-temperature sulfurizing liquid formula (mass fraction): sulfur 15%, 50% sodium hydroxide, the rest is water, sulfurizing temperature 130 ℃, sulfurization time 3h.
Gear hob low-temperature molybdenum treatment solution formula: MoS2 (colloidal) and the mass ratio of water (10 ~ 15):100, molybdenum temperature of 100 ℃ (dipping liquid boiling), molybdenum time of 40 ~ 60min.
In addition, it can also be used in the glycerol molybdenum method, with the formula for the MoS2 (colloidal) and the glycerol mass ratio of (5 ~ 10):100, a molybdenum temperature of 180 ~ 200 ℃, a holding time of 3 to 4h, and a holding time of 3 ~ 4h.
(8) S-N-C composite co-infiltration for molds and dies
S-N-C composite copolymerization liquid commonly uses urea as the main salt. Add sodium carbonate, potassium carbonate, lithium carbonate, etc., to form a salt bath. For the S agent for potassium sulfide, sodium sulfide, potassium thiocyanate, and sodium sulfite, etc., the process for (560 ~ 570) ℃ × (1 ~ 3) h
For example, the W18Cr4V steel stainless steel stamping dies, after S-N-C composite co-penetration, die life from 400,000 pieces to 1 million pieces. 3Cr2W8V steel aluminum alloy hot extrusion die, die life from 40 pieces to 450 pieces.
(9) QPQ strengthening
QPQ is the world’s most advanced metal salt surface strengthening technology. This technology significantly improves the surface performance of molds.
It offers wear resistance 10 to 15 times better than carburizing and corrosion resistance 15 to 20 times better than hard chrome plating.
Depending on the service conditions, the mold’s service life can be increased by 1 to 3 times.
(10) Shot peening
Shot peening will produce residual compressive stress on the surface of the mold cavity. The test shows that after shot peening at 600 ℃, the residual compressive stress can be maintained at 157MPa to 650 ℃ to completely disappear.
According to this analysis, shot peening residual compressive stress generated in the hot work mold operating temperature range (560 ~ 620 ℃) is still effective, thus extending the service life of the mold.
(11) Laser quenching and peening
Compared to other surface strengthening methods, laser quenching offers several advantages. The depth of the hardened layer is controllable, tempering is not needed, and the hardness is high.
The quenching organization is fine and uniform. It also offers high wear resistance, energy savings, and environmental protection.
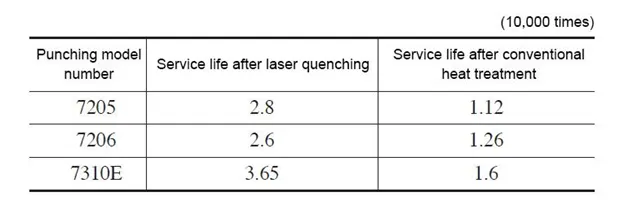
For example, after laser quenching of a GCr15 steel bearing cage punching die, the surface hardness is 849HV, the depth of the hardened layer is 0.37mm, and the hardness of the matrix is 490HV. The service life is shown in Table 3.
(12) Ion implantation treatment
The technology involves injecting an ion beam from the ion source into the surface of the die. This ion beam is first accelerated into a high-energy beam.
The beam’s energy level ranges from tens to hundreds of thousands of electron volts. This process creates a unique physical, chemical, or mechanical properties layer on the surface, known as the surface modification layer.
For example, YG8 cemented carbide wire drawing dies treated with ion injection improve the surface hardness, wear resistance, fatigue resistance, and corrosion resistance, thus improving the mold’s service life.
Conclusion
China’s mold materials specification varieties are relatively complete to meet the needs of the national development strategy, but the steel composition control and purity need to be improved.
Spectral analysis of mold steel has been used domestically and internationally with the exact specifications and grade.
The results show that China’s mold steel composition fluctuates and contains impurities. In contrast, foreign mold steel has a narrower composition range.
Foreign mold steel does not have redundant elements, in addition to the main components. This difference is a key reason domestic mold steel has a lower service life.
By using the correct and advanced heat treatment process, you can fully exploit the mold material’s potential and improve or extend its service life.
With the development of science and technology, heat treatment technology has made significant progress. New methods include vacuum heat treatment, laser quenching, and electron beam heat treatment.
Other advancements include gas deposition strengthening, controlled atmosphere heat treatment, and polymerization.
A variety of composite heat treatments have also emerged. These technologies have greatly improved the quality and service life of molds.
The importance of molds in industrial production is evident. Molds must be prioritized to revitalize the national industry. This process starts with raw materials and continues through machining, heat treatment, and surface strengthening.
From there, it extends to the customer’s use. Each step, interlocking and fine-tuned, plays a role in improving the mold’s service life. Only by focusing on these details can the service life of molds be effectively extended.
Mold surface strengthening has rich connotations and enormous potential. No single strengthening process works for all molds.
Therefore, personalized service is needed. A corresponding strengthening process should be developed for different mold service conditions. Ultimately, this approach aims to improve the mold’s service life.