What is a Boring Plate?
For the actual production of many companies to save costs, most of the homemade single-edged boring tools for processing, but it has a lot of defects, to improve the situation, and according to the processing experience some people make a multi-blade boring tool disk, to improve the processing efficiency and save the manufacturing cost, the following we would like to introduce this new tool.
Multi-cutter cutting rough boring bore tool – boring cutter plate, by 4 to 8 machine-clamped boring tool symmetrically mounted in the cutter slot of the cutter plate, tightened with hexagonal bolts on the cutter plate.
Two rectangular plates with serrated adjustment teeth, respectively, fixed in the bottom of the body and the cutter plate, the upper and lower two pieces of the regulation plate each staggered a tooth, machining diameter difference of 1mm. installed all the cutting edges of the boring knife in the axial plane, the edge tilt angle of 0 °, the processing of the radius of the same size, and the adjustment of the radius of up to 20mm.
The cutter structure is extremely simple, smooth cutting, easy to adjust, easy to manufacture, low cost and machining efficiency is more than 10 times the single cutter processing.
What is the flaw in single-cut boring bars?
Large forgings processing removal are very large, some even more than 100mm, roughing time often accounts for about 70% of the total processing time.
Especially in the boring machine rough boring bore, the labor hours spent even accounted for the entire boring time of 80% to 90%. Boring machine rough boring hole processing efficiency is low, is due to the boring for a single cutter cutting, cutting edge for the large edge tilt angle and shank slender, and other comprehensive factors such as the superposition of vibration.
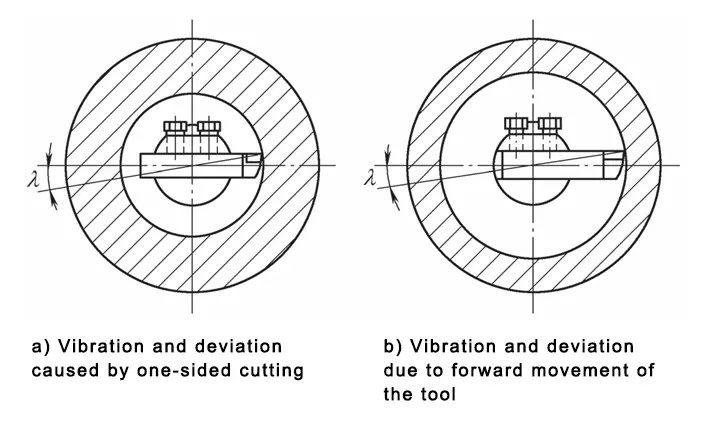
Most of the boring bars used in boring machines have the tool groove in the middle of the bar, which makes the cutting edge deviate from the centerline, as shown in Figure 1. This type of toolbar has three defects:
First, the tool cuts unilaterally, and the cutting force is concentrated on one side causing vibration;
Secondly, the cutting edge inclination angle of the tool is large, the chip space is small, and the chip formation is squeezed by the hole wall and collision caused by vibration;
Third, with the hole diameter gradually larger, the tip of the tool is farther and farther away from the center of the boring bar, the toolbar is slender, and rigidity is insufficient, causing vibration. In this case, can only reduce the cutting speed, reduce the depth of feed, and reduce the amount of tool travel.
In the same motor power, the same diameter/length of the boring bar and processing the same conditions of the workpiece bore, boring machine rough boring cutting speed less than 1/2 of the lathe, and the depth of feed, the amount of tool travel is significantly smaller than the lathe. Therefore, the boring machine to provide a cutting vibration-free, high-efficiency boring tool is a rough boring urgent need to solve the problem.
Characteristics of the boring cutter disk
Inspired by the milling cutter disk multi-tool cutting, multi-tool cutting applied to rough boring bore, only the milling cutter disk slightly improved, can become a high efficiency cutting boring cutter disk (see Figure 2). The boring insert tray includes the insert tray, right offset machine-clamped boring cutter, serrated adjustment plate, taper shank, hexagonal fastening bolt, and square nut.
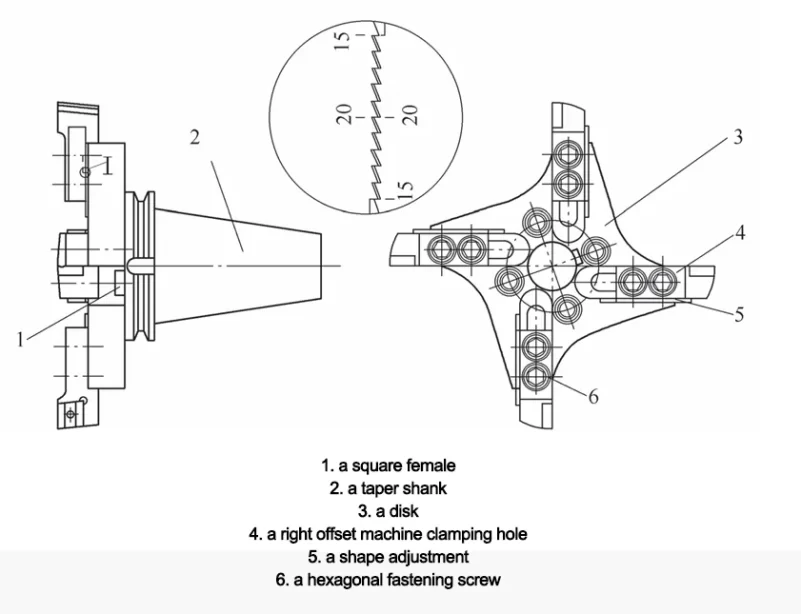
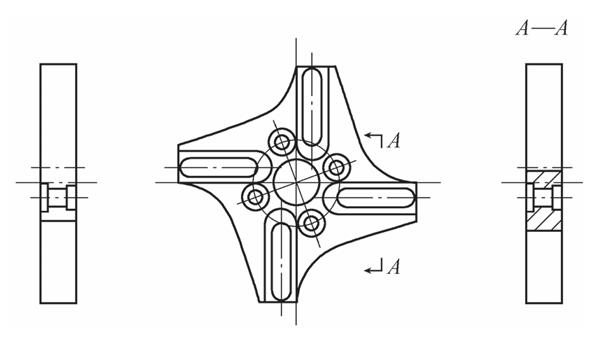
Cutter plate (see Figure 3) left end face is processed four 55mm × 20mm × 6mm open waist-shaped grooves, a waist-shaped groove on the plane in the center line of the cutter plate, waist-shaped groove in the processing of a 38mm × 11mm waist-shaped through-hole, the back of the cutter plate processed four 53mm × 18 × 6mm open waist-shaped groove, this groove and the waist-shaped through-hole center line and the center line of the left end of the open waist-shaped groove on the same plane. There is a chip removal notch above the waist-shaped groove, and the right end of the cutter disk is connected to the taper shank.
Right offset clamping boring tool (see Figure 4) tool body total length of 60mm, cutter bar for 40mm × 20mm × 20mm rectangular body, cutter bar in front of the back of the middle position of the processing of 2 × φ10.5mm through-hole, the two holes 18mm apart, through-hole front processing of 2 × φ17mm × 10mm countersunk holes.
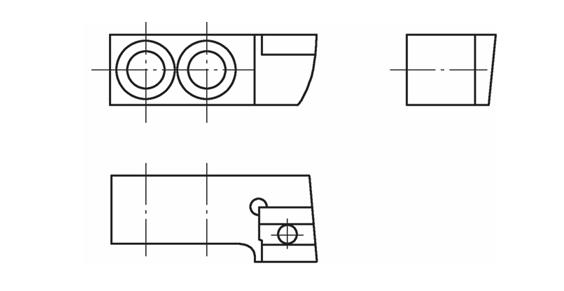
Use two M10 hexagonal bolts to connect the M10 rectangular nuts through the through-hole of the cutter body, the waist-shaped through-hole of the cutter disk, and the open waist-shaped groove at the back of the cutter disk, and tighten the boring cutter in the open waist-shaped groove at the left end of the cutter disk with a depth of 6mm. Boring cutter and open waist-shaped groove for small clearance dynamic fit assembly relationship.
After installation of the boring cutting edge inclination of 0 °, all boring tool cutting edges are in the axial direction of the same plane, machining radius size is the same.
Serrated adjustment plate (see Figure 5) for two 50mm × 10mm × 3mm and 50mm × 2mm × 3mm with serrated adjustment teeth of the rectangular plate, tooth shape for the right triangle, size 0.5mm × 0.2mm.
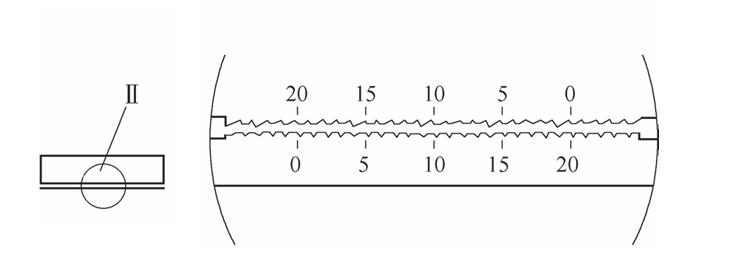
The 4 sets of serrated regulating plates are machined simultaneously by wire EDM to ensure that the dimensions are the same. The regulating plate is fixed on the bottom surface of the cutter body and the left end of the cutter plate next to the open waist-shaped groove, to ensure that each group of regulating plates when the 0-quarter line is aligned, the 4 tips of the cutter are machined with the same radius.
Adjustment, the top and bottom of the two regulating plates every stagger a tooth, machining diameter difference of 1mm, adjusting the diameter up to 40mm.
In the processing of larger diameter holes, a boring cutter plate can be processed into the shape shown in Figure 6, the cutter plate in addition to the installation of 8 boring tools and cutter plate external dimensions, the two end faces of the open waist-shaped groove, waist-shaped holes, and boring tool size are the same as the 4-tool head boring cutter plate. The boring cutter used for larger diameter hole processing, processing efficiency is twice as much as the 4-tool head boring cutter.
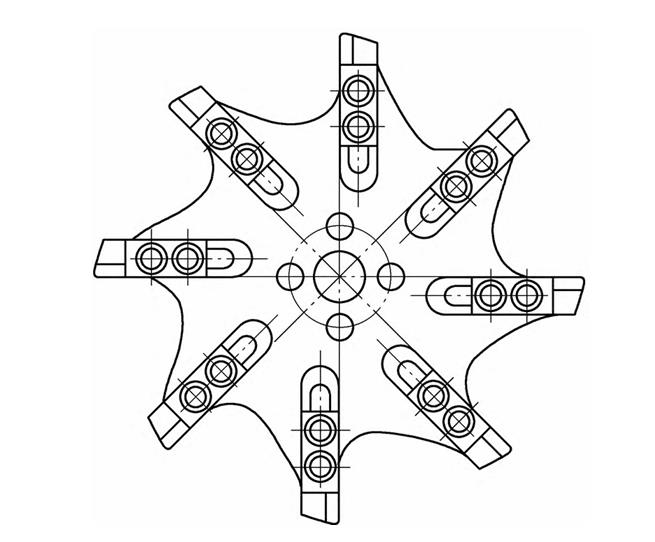
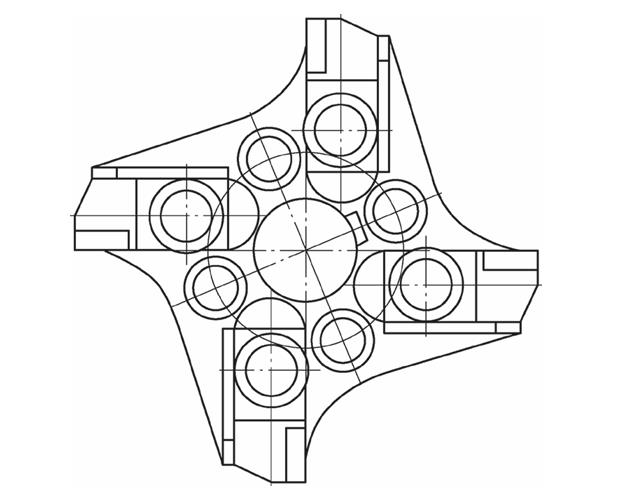
Figure 7 for the processing of smaller diameter holes in the boring cutter plate, cutter plate on the left end of the surface of the uniform processing of four 25mm × 16mm × 6mm open waist-shaped groove, waist-shaped groove center line from the cutter plate center line 8mm, waist-shaped groove and then processed a 10mm × 11mm waist-shaped through-hole, the cutter plate on the back of the machining of four 23mm × 15mm × 6mm open waist-shaped groove. The back of the cutter disk is connected to the tool holder with a tapered shank.
The cutter plate uses a short shank right offset machine clamping boring tool (see Figure 8), the total length of the cutter body is 33mm, the cutter bar for the 18mm × 16mm × 20mm rectangular body, the cutter bar before the back of the center position of the machining of a φ10.5mm through-hole, through-hole front processing of a φ17mm × 10mm countersunk holes, the use of M10 hexagon socket head cap bolts will be screwed in the left end of the cutter plate opening waist-shaped groove. Installation of all the boring tool cutting edges in the axial direction on the same plane, processing radius size is the same, boring cutting edge tilt angle of 0 °.
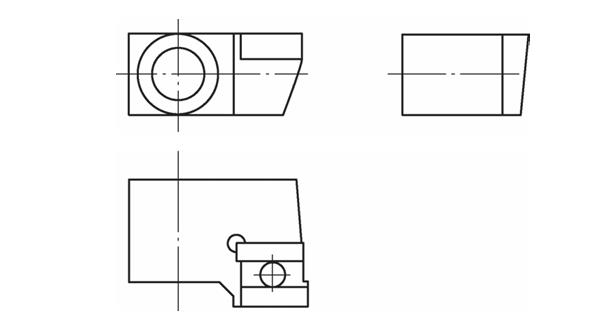
Serrated adjustment plate for two 25mm × 10mm × 3mm and 25mm × 2mm × 3mm rectangular plate with serrated adjustment teeth, adjust the diameter of 20mm.
How is the machining effect?
Boring cutter plate using 4 to 8 boring tool boring, processing all cutting edges at the same time, symmetrical distribution of the cutter head to withstand the radial cutting force is equal, the direction of the opposite direction, the upper, lower, left and right cancel each other out. Overcome the ordinary boring tool large edge tilt angle, cutting force is concentrated on one side, boring bar rigidity and chip removal defects, eliminating vibration, cutting speed can be increased by 1 to 2 times, the amount of tooling can be increased by 50%, machining efficiency can be increased by more than 10 times. In the processing of small diameter deep hole and oversized diameter bore cutting more smoothly, processing efficiency is higher. Adjusting the machining radius with a serrated adjusting plate is faster, more convenient, and more accurate.
The same specification boring cutter plate can be configured for two use, that is, when boring with a cutter plate, the other cutter plate will be adjusted to process the next cutter diameter position, such as the previous cutter processing, you can replace the adjusted cutter plate to continue processing. This can maximize the compression of non-processing time, and improve processing efficiency.
Conclusion
Rough machining bore, boring cutter plate processing efficiency is imported double cutter head boring tool 2 ~ 4 times, the manufacturing cost is only double cutter head boring tool 1/2 or so, the cost-effective far greater than the double cutter head boring tool.
The boring cutter plate structure is extremely simple, has good rigidity, high strength, smooth cutting, is easy to adjust, easy to manufacture, and low cost. A boring cutter can be used in a boring machine, but also in the lathe (taper shank can be changed into a square shank), gantry milling machine, and other machine tools used.