What is PEEK?
PEEK (polyetheretherketone) is an amorphous thermoplastic resin. The molecular structure contains many ether bonds and ether-oxygen double bonds, giving it very high melt strength and rigidity.
It also has excellent heat resistance, fatigue resistance, mechanical performance, ease of processing and molding, and high dimensional accuracy.
It maintains good thermal stability at room temperature and can work continuously at around 200°C.
PEEK materials have excellent physical, chemical, and mechanical properties, making them one of the most widely used engineering plastics today.
In recent years, with the continuous development of new technologies, processes, and equipment, the production cost of PEEK has decreased, making it an ideal choice for replacing metal materials.
Studying the injection molding process of PEEK and exploring the changes in mechanical properties under different conditions provides a theoretical basis for product design to meet practical production needs.

Basic Properties of PEEK
PEEK is a new type of plastic developed by DuPont in the United States in 1976. After years of development, it has become a high-performance engineering plastic.
It has high heat resistance and mechanical strength and can perform well under extreme conditions such as high temperatures and pressures.
The molecular structure of PEEK contains two phthalic anhydride side chains and one methacrylic acid ester side chain, with a broad molecular weight distribution.
Its side chain groups have high reactivity and strong conjugation effects, giving it excellent heat and solvent resistance.
PEEK has excellent mechanical performance, dimensional stability, and chemical corrosion resistance.
This material can be used long-term in temperatures ranging from -60°C to +260°C, with a heat deformation temperature of 250°C.
To meet the requirements of special environments, PEEK needs to be modified to obtain better performance.
In recent years, with the increased environmental awareness and maturity of related technologies, some low-cost PEEK modifiers synthesized through chemical methods have emerged, including bisphenol-A-type monomers, polyether polyols, amino resins, and other nitrogen-containing compounds.
Applications and Challenges
PEEK has significant mechanical strength, high-temperature resistance, and impact resistance, making it widely used in the automotive and aerospace industries:
PEEK is used in piston devices, seals, gaskets, and other parts in the automotive industry.
PEEK is used in key engine components and external cabin parts in aerospace.
PEEK is used in human skull repair and healthcare equipment in medical devices.
Although PEEK has many advantages, its high cost limits its promotion and application.
To further optimize PEEK performance and meet the needs of different fields, techniques like filling and blending are used to modify PEEK.
Limitations and Optimization
Due to PEEK’s special structure, its melt flow rate is very high, often causing warping and cracking in products.
In addition, PEEK’s low crystallinity makes it highly prone to oxidation, which is one of the main factors hindering its application.
Therefore, from the perspective of reducing product warping, extending mold life, and improving product quality, it is necessary to improve the injection molding process of PEEK.
The following text will focus on an aviation cabin environmental control valve component and adopt suitable process optimization measures to address the defects in the PEEK molding process.

Analysis of Product Defects in Molding
A PEEK valve component with inserts is produced using the injection molding process.
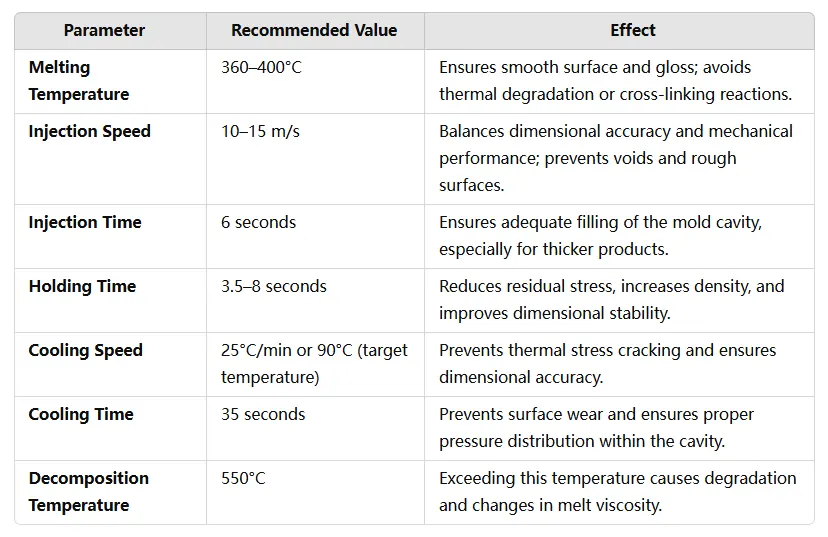
The part has a diameter of 110 mm and a thickness of 15 mm, using steel inserts. The injection molding parameters are shown in Table 1.
During the molding process, the product may exhibit defects such as cold material pores on the surface, and gate marks where the material enters the mold.
Targeted solutions can be applied to optimize overall production by thoroughly analyzing these defects.
For gate marks, post-molding processing can improve the front-side smoothness and ensure the thickness meets design standards.
Cold Material
The causes of cold material issues include the following:
Improper Cold Slug Well Design: During production, the absence of a properly designed cold slug well or its removal can lead to issues.
When molten polymer directly contacts the low-temperature mold surface, the tip of the melt cools rapidly.
The previously molten PEEK solidifies into cold material once the temperature reaches the 343°C melting point.
Without a cooling channel at the end of the runner, the material can flow into the cooling medium, causing quality issues in the molded part.
Unique PEEK Processing Challenges
For parts with significant thickness, cooling takes a long time. If the nozzle temperature is around 400°C but the heated material has not reached this temperature, the large temperature difference will dissipate the heat quickly.
If the injector tip remains in prolonged contact with the nozzle under suboptimal conditions, the melt can solidify upon reaching PEEK’s melting point, disrupting the injection process.
To prevent these issues:
Remove and separate the material from the nozzle immediately after filling and holding.
Avoid material leakage at the nozzle by ensuring proper suction during oil absorption.
Due to the significant temperature difference between the melt and air, rapid solidification can occur.
If not handled promptly, solidified PEEK may reenter the mold as a cold material, creating surface defects on the product.
Silver Streaks
Silver streaks near the gate primarily result from moisture or gas issues, causing gas generation during the plasticizing phase.
If the injection speed is too high, gas enters during plasticizing and surfaces during molding due to high pressure, leading to streaks.
Reasonable backpressure settings during molding can prevent gas from entering during plasticizing.
In addition, insufficient drying of raw materials can also lead to silver streaks. PEEK absorbs atmospheric moisture during storage, with water absorption reaching up to 0.4%.
During production, absorbed moisture enters the mold cavity with the melt. The temperature difference between the mold and cavity causes streaks.
To prevent this, maintain humidity below 0.2% during production. Store materials carefully, stack them neatly without piling, and limit the layer thickness to 20–30 mm.
Dry PEEK in a drying oven at 150°C–160°C for 6–8 hours.
Pores
To detect pores, use a digital ultrasonic flaw detector during inspection.
Pores form due to mold issues during production, where certain areas of the polymer melt remain uncovered by the gate, creating dead zones that trap air.
After solidification, the trapped air forms pores, reducing the quality of the injection-molded part.
For thick-walled parts, small orifices cause the melt to form thin jets that carry air into the part, resulting in internal pores and lower qualification rates.
Extend the holding time to eliminate pores in such cases.
Weld Lines
During injection molding, weld lines form when polymer melts converge. These lines reduce the strength of molded parts, impacting their appearance and quality.
Insufficient PEEK fluidity, large wall thickness differences, and excessive insert volume are primary reasons for weld line defects.
To address this:
Increase the spacing between holes to avoid weld lines.
Design the mold to feed material at the rear of the inserted part.
This structural optimization can reduce weld line defects and improve product strength and quality.

Suggestions for Optimizing PEEK Injection Molding Process
Melting Temperature
Melting temperature significantly affects the quality of PEEK injection molding.
At higher melting temperatures, the melt flows too fast and becomes unstable, making it difficult to control product dimensional accuracy and reducing mechanical performance.
Lower melting temperatures increase internal stress, causing defects like air pockets, weld lines, and pits.
Choose an appropriate melting temperature to ensure both product quality and performance.
Injection Speed
Injection speed strongly influences the shrinkage rate, warping, and tensile strength of PEEK products.
Low injection speeds can lead to voids in the mold, causing rough surfaces and reduced mechanical performance.
High injection speeds increase mold temperatures, leading to premature hardening of the plastic and affecting dimensional accuracy.
Set a reasonable injection speed during production to maintain product quality.
Holding Time and Cooling Speed
Holding time and cooling speed affect products’ mechanical performance and dimensional accuracy.
Longer holding times reduce internal stress, improving mechanical properties.
Increasing holding time and reducing cooling speed enhance product strength and dimensional stability.
However, excessively long or short holding times affect dimensional accuracy.
Optimizing Parameters
Determine optimal parameters to balance product quality and production efficiency.
When the injection speed is 10–15 m/s, the holding time is 3.5 seconds, and the cooling speed is 90°C, all indicators reach optimal values.
Tailor injection processes to specific production conditions.
Injection Molding Temperature
Due to PEEK’s unique properties, select injection molding temperatures carefully.
Maintain barrel temperatures at 360–400°C to ensure smooth surfaces and good gloss.
PEEK decomposes at 550°C; high temperatures cause degradation, cross-linking reactions, and changes in melt viscosity, affecting gloss.
Molding Time Selection
Injection time should ensure the mold cavity is filled with sufficient melt. For thicker products, set an injection time of 6 seconds.
To prevent shrinkage due to cooling of the melt in the cavity, hold pressure for up to 8 seconds to avoid voids during demolding.
Choose the cooling time based on cavity pressure to prevent surface wear.
Adjust cooling time to 35 seconds, ensuring the cavity pressure is appropriate for maintaining product shape.

Conclusion
PEEK is an exceptional engineering plastic with high strength, modulus, and heat resistance, and it is widely used in the aerospace, automotive, and mechanical industries.
This analysis of melting temperature, injection speed, holding time, and cooling speed in PEEK injection molding concludes:
Lower melting temperatures reduce melt viscosity and flow stress, improving product quality.
Higher melting temperatures cause thermal degradation and reduce mechanical performance.
Appropriate injection speed improves molding quality and minimizes dimensional deviations.
Extended holding time increases product density and enhances dimensional stability.
Slower cooling speeds prevent thermal stress cracking caused by rapid cooling.
To produce high-quality PEEK injection products, use process conditions like slightly lower melting temperatures, an injection speed of 0.8–1.2 seconds per drop, extended holding times of up to 60 seconds, and a cooling speed of 25°C/min.