3-axis, 4-axis, and 5-axis CNC machining: what is the difference?
What are the axes of a CNC machine?
When we refer to the axes of a CNC machine, we’re essentially delving into the spatial dimensions along which the machine can move and operate. Each axis represents a specific direction, and the combination of these axes dictates the machine’s ability to maneuver and shape raw materials.
CNC Milling machine’s axes
The milling machine is essentially a tool used in the manufacturing process where the part being worked on doesn’t spin rapidly; instead, it’s the tool that spins at high speeds to achieve cutting.
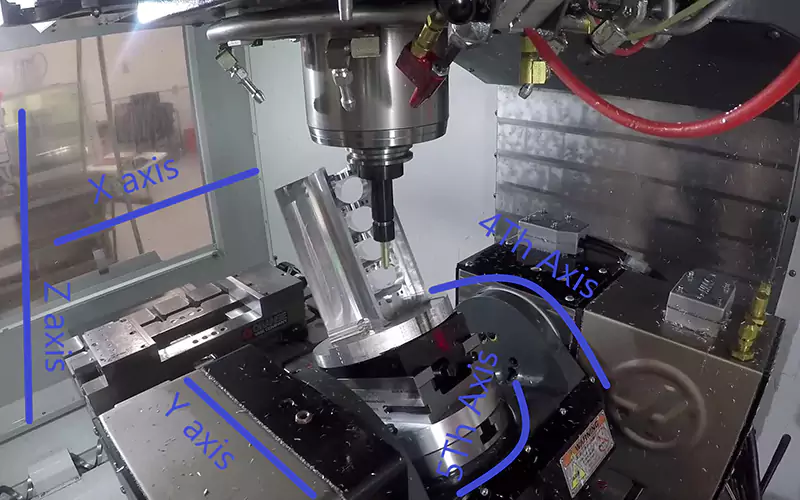
In CNC milling, the term “axes” refers to the direction the part can move during the machining process. As shown in the picture below, when you’re in front of a CNC milling machine, left and right are the X-axis, front and back are the Y-axis, and up and down are the Z-axis. Additionally, rotating around the X-axis is the fourth axis (or A-axis), and rotating around the Y-axis is the fifth axis (or C-axis).
The most common CNC milling machines can move in three directions: X-axis, Y-axis, and Z-axis, making them three-axis CNC milling machines. If there’s a fourth axis, it’s a four-axis CNC milling machine. Add a fourth and fifth axis, and you’ve got a five-axis machining center.
Axis Linkage, 3+1 axis CNC machining, 3+2 CNC machining, Five-Axis Simultaneous Machining
In CNC milling, when various axes of the machine can move simultaneously during processing, it is referred to as “linkage.” While all CNC milling machines can have simultaneous movement along the XYZ axes, not all 4- or 5-axis CNC machines can link the fourth or fifth axis simultaneously. A 4-axis machine that cannot link the fourth axis is termed the 3+1 axis or fake 4-axis, and a 5-axis machine unable to link the fourth and fifth axis is called a 3+2 axis or fake 5-axis.
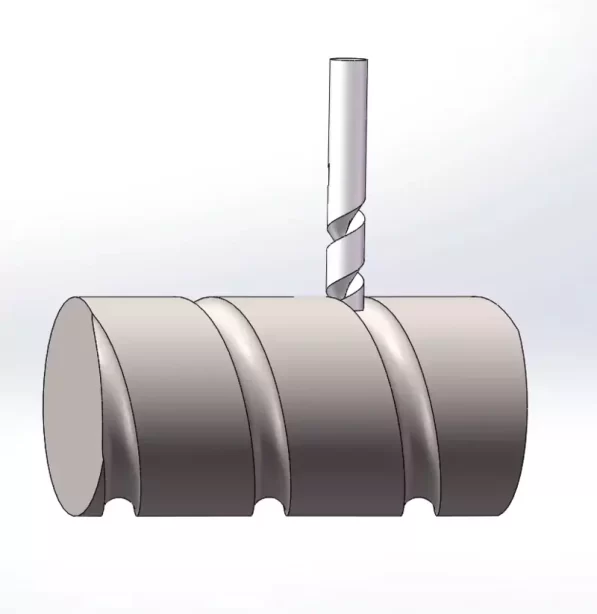
During processing, a 3+1 CNC milling machine needs to rotate the fourth axis to a specific position and then fix it in place for part processing. Cutting cannot be done while the fourth axis is rotating. Some parts that can be processed on a true 4-axis machine cannot be processed on a fake 4-axis machine. For instance, the helix shown in the image below is one such example.
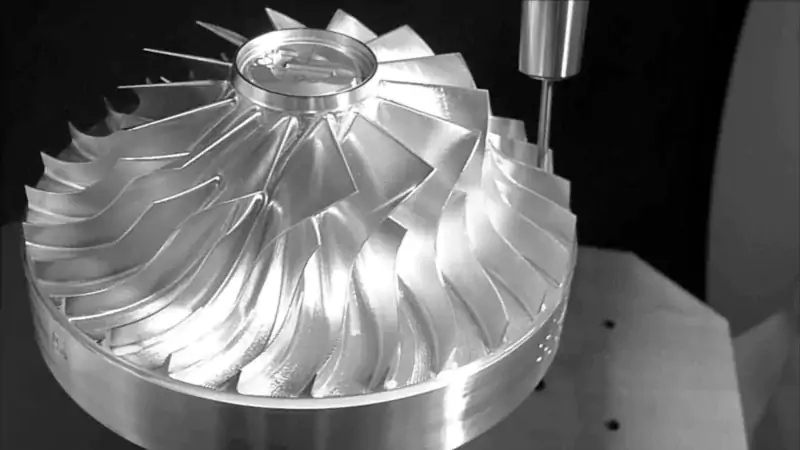
The situation is similar for a 5-axis CNC machine. A 3+2-axis CNC milling machine must process parts with the fourth and fifth axes fixed without rotation. It cannot handle complex surfaces like fan blades that require simultaneous movement of the fourth and fifth axes during processing.
When is 4- or 5-axis milling preferred to 3-axis milling?
In general, the unit cost per machining time is lower for 3-axis CNC machining compared to 4-axis milling, and 4-axis milling is generally more cost-effective than 5-axis milling. Therefore, if the machining time is similar, prioritizing 3-axis CNC machining over 4-axis or 5-axis CNC machining is preferable. The use of 4-axis or 5-axis CNC machining is warranted in only three situations.
Specific Features Requirement:
Certain features of a part necessitate 4-axis or 5-axis CNC machining, especially when leveraging the simultaneous movement of these axes, such as in the case of helical surfaces and impeller contours as in the pictures before.
Reduced Setup Time:
Some parts can be CNC machined using 3-axis CNC machining through multiple setups, but 4 or 5-axis CNC machining can significantly reduce the number of setups and, consequently, setup time. Although the unit time cost of 4-axis and 5-axis CNC machining is higher, if the total machining time is substantially reduced, it becomes more cost-effective than 3-axis CNC machining.
Strict Geometric Tolerance Requirements:
For parts with stringent geometric tolerance requirements, like perpendicularity and concentricity, multiple setups on a 3-axis CNC machine may lead to tolerance deviations. In such cases, 4-axis or 5-axis CNC machining is necessary to ensure precise geometric tolerances by utilizing the rotation of the fourth and fifth axes instead of relying on multiple setups and fixture precision on a 3-axis CNC machine.
When not to use 4- or 5-axis milling?
Compared to 3-axis CNC machines, 4-axis and 5-axis milling machines are more expensive, with a higher unit cost per machining time. The advantage of 4-axis and 5-axis machines lies in their ability to reduce the number of setups and, consequently, setup time. In the case of large production batches, 3-axis CNC machining can offset the advantages of 4-axis and 5-axis CNC machining by employing custom quick fixtures, automated clamping methods, and other techniques to minimize setup time. Therefore, in high-volume production, where the time saved on setups is less critical, 3-axis CNC machining may be more suitable.
Conversely, for small production batches, where investing in custom fixtures might not be cost-effective, setup time constitutes a significant proportion of the overall machining time. In such scenarios, 4-axis CNC machining and 5-axis CNC machining become more favorable.
Another consideration for 4-axis and 5-axis CNC machines is their size constraints. The presence of the fourth and fifth axis occupies a portion of the machining space. Consequently, the size of parts (raw materials) that can be accommodated by 4- and 5-axis machines is significantly smaller compared to same-tier 3-axis CNC machines. Therefore, if the parts are excessively large, exceeding, for example, 1 meter, finding and affording a suitable 5-axis machine becomes challenging.
Axes of a Lathe-Milling Compound CNC Machine
A lathe-milling compound CNC machine, where the cutting tool post (tool turret or tool magazine) can move up, down, left, and right, possesses processing capabilities similar to a 4-axis CNC milling machine. The spindle for clamping the workpiece can be considered the fourth axis (rotation axis) and has linkage functionality. It’s important to note that while they share similarities, lathe-milling compound CNC machines are not identical to 4-axis CNC milling machines. This is mainly because lathe-milling compound CNC machines typically lack an automatic tool-changing tool magazine, and the power and rigidity of the milling head are not as advanced as those on dedicated CNC milling machines. For more details, you can refer to another blog post we have on this topic.
The fifth axis functionality in lathe-milling compound CNC machines is generally achieved through an additional rotary axis of the tool and usually does not have linkage capabilities. Of course, there are exceptions. High-end lathe-milling compound CNC machines not only feature axis linkage capabilities but also have milling head power comparable to dedicated CNC milling machines. However, such equipment comes at a high cost and is primarily used for the machining of high-value components.
Design tips to minimize CNC machining parts cost
The key to minimizing the cost of CNC machining parts is to minimize the chance of using multi-axis machining. To achieve this goal, firstly, it is essential to minimize the requirements for geometric tolerances, especially stringent ones (e.g., 0.01mm), thereby avoiding scenarios where multiple axes are necessary to ensure machining accuracy. Secondly, it is advisable to minimize the use of surfaces that require the linkage of the fourth and fifth axes for machining. Thirdly, concentrate as many features as possible on as few surfaces as possible, reducing the number of setup changes.
Conclusion
At CapableMachining, we’ve mastered the art of intricate design execution. Navigating the intricacies of CNC machining, our expertise extends seamlessly across these axis configurations. Beyond the conventional, we embrace innovation, providing solutions that align with the diverse requirements of your projects. From the finesse of 3-axis machining to the complexities of 4- and 5-axis capabilities, we ensure each piece meets the highest standards of quality. Explore the precision possibilities with Capable Machining – where the axis of innovation meets the art of machining.
Qualitу articles or reviews is the main to attract the viеweгs to ᴠisit the site, tһat’s what this web
site is providing.