Chem Film/Alodine Finish: All About Chromate Conversion Coatings
Alodine also called “chem film” or “chromate conversion coating” is a common surface finish in the industry. Surface treatment is used in manufacturing to keep things from rusting and oxidizing and to make them look better. Alodine treatment technology provides excellent anti-corrosion and durability.
It is easy to operate. It can be applied to many different metals, such as magnesium alloys and aluminum alloys. It can also be used as a pre-treatment before painting to enhance the bonding of the primer. This article is your Alodine sorting guide. This covers industry examples, Alodine principles, and other aspects.
Alodine used to be a brand name. In the past, Henkel’s Alodine products were mostly used to describe the chemical conversion coating process. However, as the method gained popularity, the word “Alodine” began to refer to the chemical conversion coating method more generally, independent of the brand utilized.
For protection against the extreme circumstances encountered during flight, Alodine is used on aircraft components, including parts in landing gear and parts in wings, in the aerospace industry. Tanks and weapon systems are coated with Alodine in the military to shield them from the hardships of battle and adverse climatic conditions. Alodine is a perfect option for preserving metal surfaces in these industries since the aerospace and military sectors demand high-performance machinery that can tolerate harsh environments.
Alodine is also often employed in industrial settings where corrosion resistance and durability are essential, such as in the construction, agricultural, and heavy equipment sectors. Alodine’s chemical composition results in a surface that is strong, thin, and long-lasting and can survive adverse weather conditions and extensive use. Alodine is used in various sectors to guarantee that the machinery lasts longer, lowering the frequency of repairs or replacements and raising productivity.

How Does Alodine Coating Work?
There are various steps in the Alodine processing procedure:
1. Cleaning:
To remove any dirt, oil, or other impurities from the metal surfaces, the parts need to be cleaned, typically with acid and then with water. This step is essential to ensuring that the Alodine solution can efficiently react with the metal surface.
2. Immersion:
After the metal parts have been cleaned well, they are put into a chemical solution that usually has trivalent or hexavalent chromium in it. The typical solution includes chromic anhydride, sodium fluoride, tetrafluoroborate, etc. Brushing or spraying can also be effective.
A complex metal-chrome molecule film is formed on the metal surface as a result of a chemical reaction. The film develops into a dense gelatinous coating, which protects the metal surface from corrosion. The thickness of the protection layer produced by the Alodine method can be regulated by controlling the immersion duration, chemical solution concentration, and solution temperature.
3. Rinse:
The metal components are then washed with water to remove chemicals left on the surface.
4. Drying:
Any residual water is then dried from the metal components.
In the past, the typical Alodine procedure may have included hexavalent chromium, which is carcinogenic and potentially hazardous. It is now regulated, and its alternatives—trivalent chromium—have become mainstream. Non-chrome solutions that are safe and environmentally friendly are also now available.
The Alodine process on aluminum alloy is also called aluminum passivation. The origin of this term is probably because Alodin transforms the metal surface and makes it chemically inert.
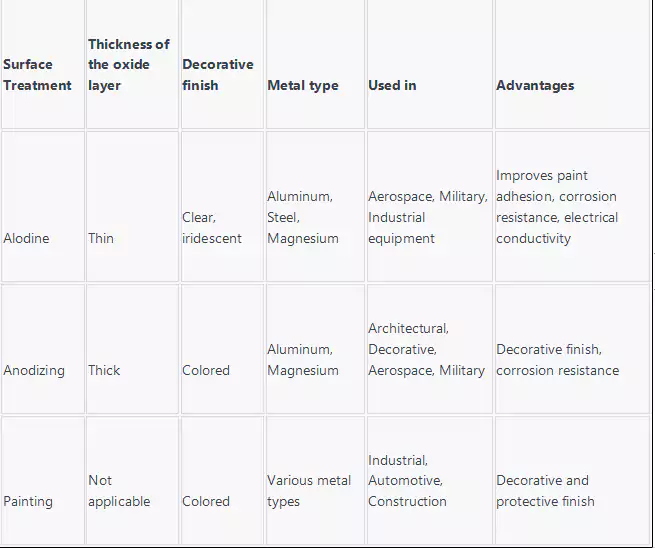
Alodine (chromate conversion coating) vs painting and anodizing
In comparison to painting and anodizing, the shield layer created by Alodin is much thinner, has less impact on the dimension of the part, and retains electric conductivity, but is more susceptible to wear and scratches.
More features are compared as follows:

Standards and Regulations
MIL-DTL-5541 Type I:
“Military Specification, Chemical Conversion Coatings on Aluminum and Aluminum Alloys”. Type I addresses the compositions including hexavalent chromium. The film is normally colorless or brownish.
MIL-DTL-5541 Type II:
Type II compositions contain no hexavalent chromium. The film normally has no color. This standard is widely quoted in many commercial application processing permits.
AMS-2473:
“Chemical Film Treatment for Aluminum Alloys, General Purpose Coating”.
AMS-2477:
“Conversion Coating for Aluminum Alloys, Low Electrical Resistance Coating”.
The AMS specification aims for applications in the aviation industry.
ISO8081:
“Aerospace Process—Chemical Conversion Coating for Aluminium Alloys—General Purpose.” This is similar to AMS-2473, for the aviation industry’s general purposes.
Rohs:
Rohs requires the removal of certain hazardous chemicals from products sold in Europe. Hexavalent chromium is certainly in the category of “hazardous chemicals.” For any products sold to Europe, this has to be checked before applying Alodine.


Benefits of utilizing Alodine
1. Excellent corrosion resistance:
Excellent corrosion resistance is provided by the oxide layer produced by the Alodine process, shielding the metal surface from rust and other types of corrosion. Alodine can also be used as a pre-treatment before painting to increase paint adherence.
2. Electrical conductivity:
The Alodine process’s oxide layer may be sufficiently thin to allow the meal to maintain its electrical conductivity. For this reason, Alodine is frequently used as a surface treatment on components that require electrical grounding.
3. Durability:
Alodine’s oxide layer is strong and long-lasting, shielding the metal surface from damage over time.
4. Low cost:
Alodine costs much less than painting, electroplating, or anodizing.
5. Easy to operate:
No electricity is needed, and the process can be applied at room temperature.
6. The process is fast:
Depending on the protection layer thickness needed, the Alodine process takes from a few minutes to a couple of dozen minutes. If the parts are needed promptly, this is a good choice.
The Downsides
1. Vulnerable to scratches and friction.
The protection layer created by Alodine is thin and not as hard as an anodizing layer. It does not provide extra protection against physical friction.
2. Color choices are limited.
Anodizing or paint provides a large range of colors, and Alodine only can provide a few limited transparent or half-transparent finishing.
3. The process involves solutions that are toxic to the skin.
The most popular solution employed in Alodine nowadays is Trivalent chromium, which is much more environmentally friendly than Hexavalent chromium. But it is still toxic to the skin and the operator has to handle the process with protection and be very careful.
Alodine offers a multitude of benefits for a range of industries and applications, making it a dependable and efficient metal surface treatment choice.
Application of Alodine
The process is widely used in various industries, including electronics, automotive, marine, industrial equipment, aerospace, and military. An airplane fuselage, construction equipment, a ship’s hull, auto engine components, and an electronic device’s shell are a few instances of its utilization.
Used in CNC precision machining parts
In the precision CNC machining business, especially in the CNC prototyping business, Alodine is very popular for aluminum surface treatment. It is fast and costs less, so parts can be made and delivered quicker and cheaper. And most importantly, it keeps the tolerances well, which helps to keep the overall quality better.
Used in casting aluminum parts
Alodine is also widely used for casting aluminum parts, mainly because anodizing cast aluminum is problematic. Alodine, on the other hand, provides consistently good quality surface finishing.
An example from CapableMachining
Prototyping Application:
We once made an order for an aluminum case for outdoor communication equipment. In the R&D stage of the equipment, the customer needs to produce a single piece of CNC. In the R&D stage, the customer does not care much about the color and appearance and requires rapid production, and the basic anti-rust ability of the parts is sufficient. As it is the shell of electronic equipment, it is required to conduct electricity so that the equipment can be grounded. We have adopted the Alodine surface finish process.
Massive Production Application:
In the later stage of mass production, the customer required the part can stand a salt spray fog for 720 hours, still can conduct electricity, and is good looking with a color. To pass the spray fog test and come up with a color, Alodine alone is not going to meet the task. Because of the mass production, we adopted the die-casting process to reduce the cost. Anodizing casting aluminum is a very tricky business. So we decided to combine Alodine with paint. After the surface is treated with Alodine, the conductive area is masked, and then the rest areas are painted. So the electric conductive area is protected by Alodine, the color is painted to make a good outlook, the part can survive the extreme salt fog test, and the paint also provides extra protection from accidental scratches. The final result is satisfactory.
Designer’s Considerations:
The designer needs to consider the following factors when considering whether to use Alodine surface treatment after part design.
1. Whether the color is required, such as the appearance of the parts has high requirements for color, and Alodine is not suitable.
2. Whether surface hardness is required. If the parts need anti-friction or the appearance caused by scratches is unacceptable, Alodine is not suitable.
3. Whether it is necessary to conduct electricity. If it is necessary to conduct electricity, Alodine is a good choice.
4. Whether the cost is strictly controlled. The cost of Alodine is relatively low, which helps the cost.
Summary:
CapableMachining conclusive: Alodine is a surface treatment process that produces an inert protective layer by reacting a chromium salt solvent with the metal surface. The oxide layer produced by this process is much thinner than other surface treatment methods, so it has little effect on the size of the workpiece and maintains the electric conductivity of the workpiece, while still providing good corrosion protection. Because this process does not require electricity, can be carried out at room temperature, is suitable for a variety of metals, and is relatively cheap, it is widely used in various industries.
FAQs:
Can Alodine surface treatment be used on steel?
Chromate conversion coating does not work on bare steel and iron. Steel-plated with zinc or zinc-aluminum alloy may apply Alodine. But the extra chromate conversion coatings do not enhance the anti-corrosion protection in this case.
How long does the protective coating last after Alodine surface treatment?
The chem film layer lasts for several years, depending on the environment the treated surface is exposed.
How does the surface preparation affect the quality of Alodine surface treatment?
Like other surface treatments, the final quality of the Alodine surface heavily depends on the surface quality of the bare metal. The bare metal surface has to be cleaned, free from any oil grease, and other contaminants. These contaminants could cause poor adhesion and uneven coating. The Alodine process will not remove or smooth the scratches or defects on the bare metal.
Can Alodine surface treatment be used on painted surfaces?
Yes, it can but not recommended. The chemicals used in the Alodine process could remove most of the paint. But sometimes the removal is not even either through, and it could end up with a bad-looking surface.
Can the Alodine process be reversed?
Yes, the protection layer created by Alodine can be removed chemically. But it is not a simple process and may consume some of the bare metal. If high tolerance is needed, it is not suggested to undo the Alodine.