How does tool passivation method affect machining titanium alloys?
TC4 titanium is characterized by low specific gravity, high strength, high temperature, and corrosion resistance. It is a difficult-to-machine material. TC4 titanium alloys are commonly machined with carbide tools, and the material and quality of the tools are critical.
However, to produce high-quality parts, in addition to having precision ultra-precision machine tools and measuring tools, high-quality tools are also a critical link to enhance the quality and performance of the tool, which is one of the essential means of tool edge passivation technology.
Tool edge passivation technology can eliminate microscopic defects produced after sharpening the tool (such as open teeth, serration cracks, etc.) to enhance tool life, improve machining quality, and reduce production costs, which has a significant role.
At present, scholars at home and abroad have conducted extensive research on tool passivation technology. WyenC. F. et al. used cemented carbide tools to cut titanium alloy and studied the effect of edge radius on cutting force and friction coefficient. The test results showed that cutting force and friction coefficient increased with the increase in edge radius.
Özel T. et al. used CBn tools for cutting aISI H13 CrMoV hot work tool steel. They investigated the effect of tool passivation on the cutting forces by numerical simulation. They found that the lower the surface hardness of the workpiece, the smaller the radius of the cutting edge, and the lower the tangential and radial forces generated.
Varela P. I. et al. investigated the relationship between tool edge geometry, roughness, and residual stresses. They verified the conclusion that the surface integrity of the workpiece is improved after the tool edge is passivated.
The experimental results showed that the surface roughness and residual stress of plane edge-arcuate edge were more significant among the several edge geometries of plane edge, arcuate edge, and plane edge-arcuate edge.
Zhang Gaofeng et al. used coated cemented carbide tools to conduct cutting tests on GH4169 high-temperature alloy and studied the effect of passivation radius on surface roughness. The test results show that, under different feeds, the surface roughness first increases and then decreases with the increase of the passivation radius.
Peng Lingzhou et al. used a diamond disc brush passivated PCB cutter for a milling test on titanium alloy. The results show that the tool life and surface roughness after passivation are higher than those of an unpassivated cutter. The tool life with the increase of the passivation value shows a trend of increasing and then decreasing, and the surface roughness of titanium alloy increases with the rise in the passivation value.
Shao Guangpeng et al. used the passivated tool for the milling test on GH4169 alloy. The results show that the value of the depth of the cut ranges from 0.5 to 4 times the radius of the cutting edge. When the depth of cut is 2 times the radius of the cutting edge, the surface roughness is lower.
Domestic and foreign scholars have researched the workpiece’s cutting performance for the cutting edge’s blunt radius. Still, little research has been conducted on the effect of tool passivation mode on the radius of the tool’s cutting edge.
According to existing research, the effect of the passivation method on the tool edge radius is significant.
This paper adopts the rotating abrasive flow passivation method for the passivation method of flexible passivation method research and the vertical rotary passivation method to make improvements. The passivation process makes the abrasive grains passively rotate, and abrasive grains and tool edges produce relative motion to make the abrasive grains and tool more uniform contact to passivate the tool better;
At the same time, the passivation grits should be changed, and more effective passivation tool grits should be configured for the tool material.
Different passivation tools were used to carry out side milling tests on TC4 titanium alloy to analyze the impact of tool passivation on the milling performance of cutting force, cutting temperature, and surface morphology.
The test results provide a basis for the reasonable selection of tool edge passivation methods and improve the milling performance of TC4 titanium alloy.
Experimental design
1. Edge passivation method
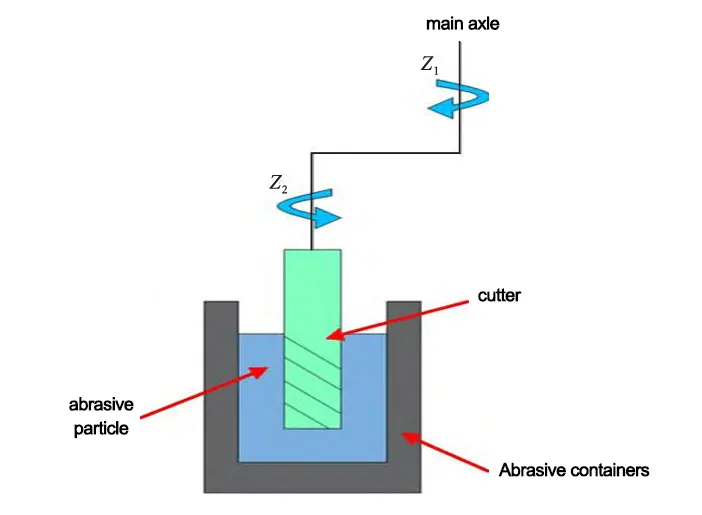
Figure 1 shows the vertical rotary passivation method. The machine is driven by the central axis, z1, to drive the slave axis, z2; the two axes rotate in opposite directions.
The passivation tool is connected to the z2 axis and moves in the same direction and at the same speed as it.
The cutting edge of the passivation tool is wholly lost in the abrasive grains below. The tool’s rotation drives the movement of the abrasive grains below, so the abrasive grains impact the cutting edge of the tool to achieve the effect of trimming the edge shape.
Vertical rotary passivation abrasive grains are mainly walnut shells and so on.
The rotary grit flow passivation method of milling cutter rotation and the vertical rotary passivation method are the same, but they use different abrasive grain types. Vertical rotary passivation grit is a hard abrasive grain, while the rotary grit flow passivation abrasive grain is a flexible abrasive grain.
The flexible grit is a new grit that consists of a proportional blend of materials such as polyhydroxy polymers, deionized water, and abrasive grains.
During the rotary abrasive flow preparation process, ultrasonic vibration and mechanical agitation were used to promote uniform dispersion of the polyhydroxy polymer and abrasive grains.
2. Test program
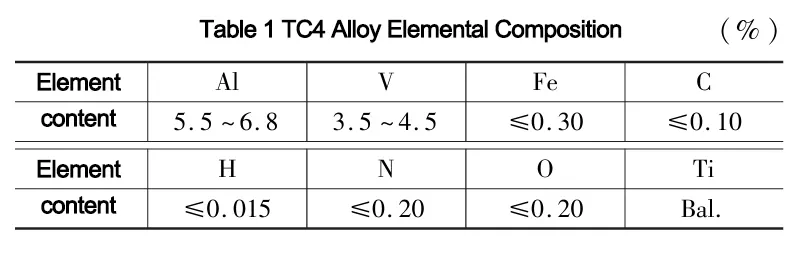
The test workpiece material is TC4 titanium alloy, 150mm × 150mm × 50mm. The chemical composition is shown in Table 1.
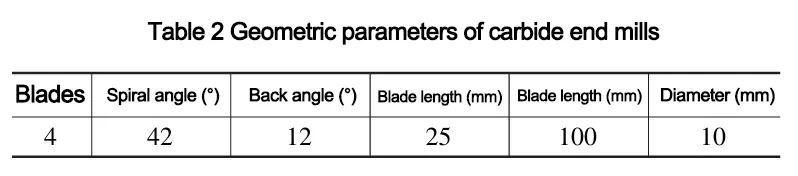
The test tool is a tungsten-cobalt carbide end mill. Different passivation methods divide the tool into un-passivated, vertical rotary passivation, and rotary abrasive flow passivation. The rest of the tool’s parameters are the same. Its geometric parameters are shown in Table 2.
The test tools were prepared using a Walther HelITronIC PoWer CNC tool grinding machine.
The equipment used for the vertical rotary passivation method was the yH04 tool passivator;
The equipment used for the rotary abrasive flow passivation method is a special passivation equipment with the same passivation principle as the vertical rotary passivation method.
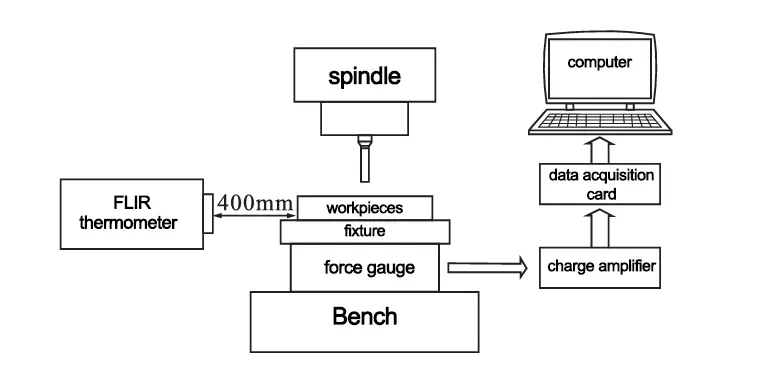
Milling test equipment for the VMC850B vertical CNC machining center, milling mode for side milling, dry cutting;
The cutting force was collected by a KISTler 9257B three-way piezoelectric ceramic dynamometer and analyzed by DynoWare software;
The cutting temperature was measured by FlIr infrared thermography;
The surface morphology and surface roughness of TC4 titanium alloy were observed by SenSoFar Sneox optical three-dimensional profiler.
A one-way test was used to investigate the effects of different passivation methods on the milling performance of TC4 titanium alloy.
Cutting parameters: cutting speed 90m/min, feed rate 200mm/min, cutting width 1.05mm, depth of cut 5mm.
Side milling of TC4 titanium alloy was carried out using three tools passivated by unpassivated, vertical rotary passivation and rotary abrasive flow passivation methods, with a cutting length of 150mm. The test program is shown in Figure 2.
Results and Discussion
1. Cutting force
Cutting force affects the generation of cutting heat, tool wear, and chip formation. It determines the size of the power consumed in the cutting process and the deformation of the cutting system. Therefore, the study of cutting force and the influence of cutting parameters on cutting force helps to analyze and study the cutting process.
The feed force Fy is studied since this test is for side milling. Fig. 3 shows the variation of cutting force with cutting distance during the cutting process of TC4 titanium alloy by tools with different passivation methods.
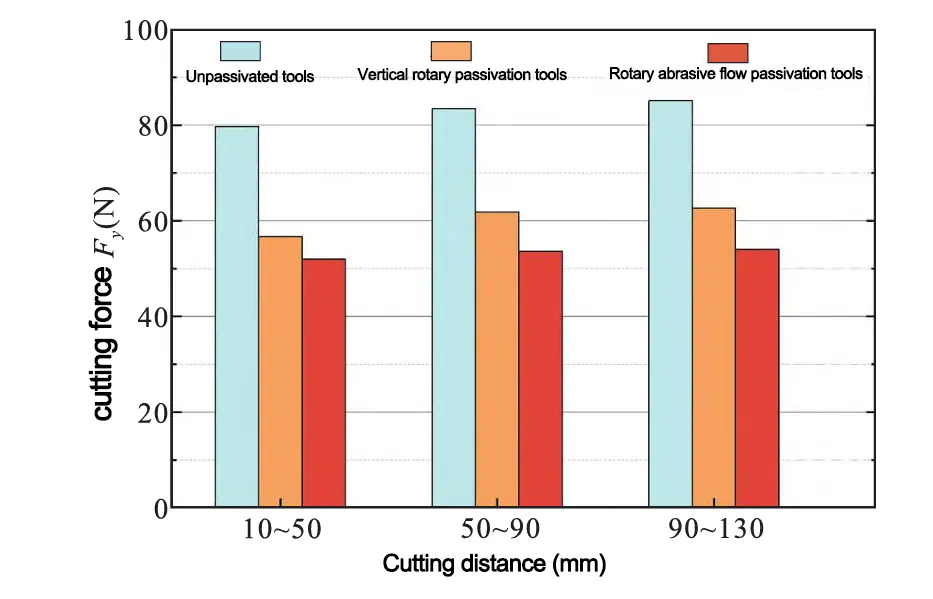
Since the tool’s cutting edge is tiny, with the increase in cutting distance, it has a certain degree of wear. To ensure the accuracy of the test results, the cutting distance is taken as 10 ~ 50mm, 50 ~ 90mm, and 90 ~ 130mm, respectively, for the average cutting force analysis.
As can be seen from the bar graph, the average cutting force of the un-passivated tool is always greater than that of the passivated tool during the whole cutting process, while the average cutting force of the rotary abrasive flow passivated tool is the smallest.
The average cutting force of the three tools during the cutting process was 82. 76n, 60. 41n, and 53.24n, respectively. Compared with the unpassivated tool, the cutting force of the vertical rotary passivated tool decreased by 27. 01%, and the rotary abrasive flow passivated tool decreased by 35.67%.
It shows that tool edge passivation significantly reduces cutting force, and the rotary abrasive flow passivation method is more effective.
With the increase in cutting distance, the cutting force of the three passivation methods increases. The cutting force of the unpassivated tool is significantly higher than that of the vertical rotary passivation tool and rotary abrasive flow passivation tool.
This is due to the tool passivation at the edge, which forms a more minor arc, eliminating the edge of the tiny gap and edge radius in the processing of the surface of the workpiece, which plays the role of finishing and polishing.
For the two passivation methods of tools, the trend for rotary abrasive flow passivation tool cutting force increase is lower than that for the vertical rotary passivation method.
The reason is that the rotary abrasive flow passivation adopts a flexible passivation method, in the passivation process, the tool can produce rotation, so that the abrasive particles better contact with the cutting edge of the tool, and produce a better removal of its minor defects.
This indicates that the passivated tool can reduce the cutting force during milling. At the same time, the edge prepared by the rotary abrasive flow passivation method is superior to the vertical rotary passivation method.
2. Cutting temperature
Cutting heat in milling processes significantly influences tool life, machining accuracy, and surface quality.
The thermal conductivity of titanium alloy material is small, and the material has poor heat dissipation ability. In the cutting process, the contact area between the chip and the front face is close to the cutting edge, so it is difficult to dissipate the heat, and it is easy to produce a high cutting temperature.
In this experiment, the FlIrT630SC infrared thermal imager measured the surface temperature of the workpiece during the milling process.
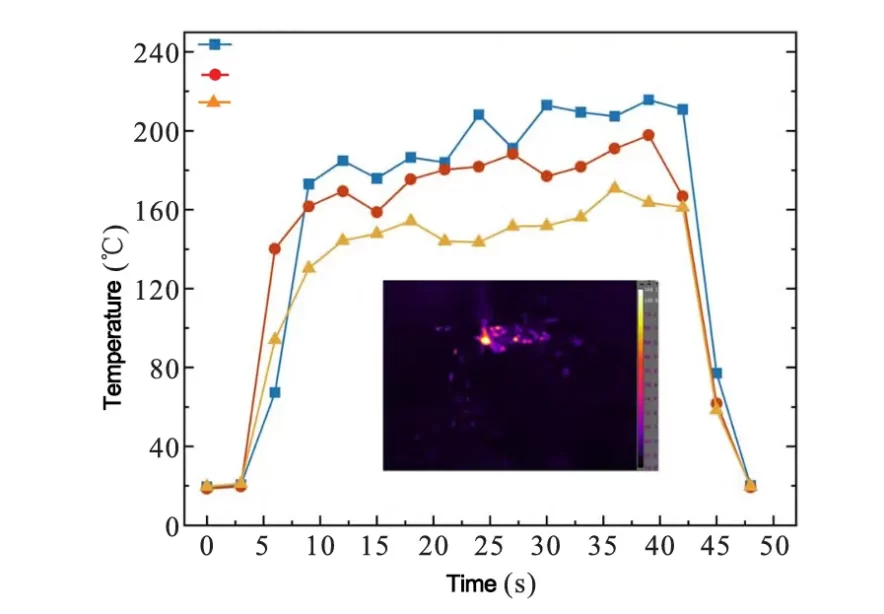
From Fig. 4, it can be obtained that during the process of cutting titanium alloy, the tool cuts into the titanium alloy at 0 ~ 10S, at which time the temperature rises rapidly;
At 10 ~ 45, it enters the stable cutting stage, the contact between the tool and the titanium alloy is smooth, and the cutting temperature of each tool fluctuates within a small range;
After 45, the machining is finished, and the temperature of the titanium alloy decreases rapidly.
Taking the temperature of the steady machining process, it can be seen that the cutting temperature from high to low is un-passivated tool > vertical rotary passivated tool > rotary abrasive flow passivated tool.
The average temperature of each group during the smooth cutting stage is 196.64°C for an unpassivated tool, 174.59°C for a vertical rotary passivated tool, and 151.65°C for a rotary abrasive flow passivated tool.
Compared with the unpassivated tool, the temperature of the vertical rotary passivation method decreased by 11.21%, and the temperature of the rotary abrasive flow passivation method decreased by 22.88%, which is the same as the pattern of change of cutting force in this test.
This phenomenon occurs because the primary source of cutting temperature is the energy consumed to overcome the cutting force. This energy is converted into cutting heat, increasing the cutting temperature.
At the same time, tool passivation will lead to a more rounded edge so that the edge radius increases, and the tool in the actual cutting, the front angle of the tool cutting temperature has a great impact, so the temperature of the tool within a certain radius will be reduced with the increase in the edge.
The rotary abrasive flow passivation tool processing temperature is lower than the vertical rotary passivation tool; this is because, in the vertical rotary passivation process, the abrasive grain can not rotate; passivation mainly relies on the rotation of the tool to drive the abrasive grain for passivation. And abrasive grains are more challenging than the rotary abrasive flow passivation of abrasive grains, resulting in vertical rotary passivation of the cutting edge surface of the tool edge is exceptionally smooth, and the edge of the minor defects at the edge is not deleted.
3. Surface roughness
Surface roughness is formed by the tool’s material removal action on the machined workpiece in the milling process. It is also an important index to measure the tool’s cutting performance, which is directly related to its condition.
Figure 5 shows the surface morphology and roughness of titanium alloy milling by different passivation tools.
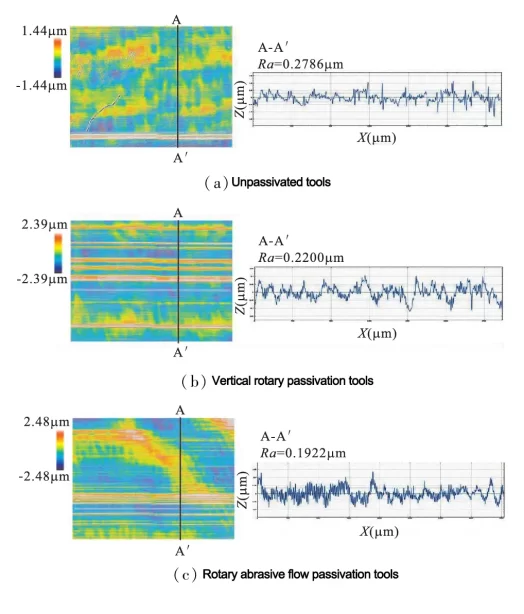
As can be seen from the surface topography on the left side of Fig. 5, there is an apparent step-like machining texture on the surface of titanium alloy, which is caused by the contact between the tool and the workpiece surface during the tool-cutting process.
Compared to Fig. 5a, Fig. 5B and Fig. 5C show a more homogeneous machining texture and better topography.
This is because the un-passivated tool edge is sharper and more prone to wear during cutting, resulting in a more significant edge. In contrast, the passivated tool shows a more stable cutting performance. This effectively reduces the wear of the cutting edge, improves the integrity of the tool surface, and thus improves the quality of the machined surface.
The surface roughness at the same cutting distance (a⁃a′) was measured under three cutting conditions, and the results are shown in Figure 5.
From the right contour curve of Fig. 5, it can be seen that the surface roughness is in the order of unpassivated tool > vertical rotary passivated tool > rotary abrasive flow passivated tool, which indicates that the edge quality of the passivated tool is better than that of the unpassivated tool.
The surface roughness of the vertical rotary passivated tool is 21.03% lower than that of the un-passivated tool. In comparison, that of the rotary grit flow passivated tool is 31.01% lower, which indicates that the rotary grit flow passivated tool removes microscopic defects from the edge while ensuring the tool’s sharpness and improving the edge’s strength. Hence, the surface quality of the workpiece produced by the rotary grit flow passivated tool is better. Better.
At the same time, from the fluctuation amplitude of the peaks and valleys can be obtained, the fluctuation change of the surface processed by the rotary abrasive flow passivation tool is more uniform, and the surface roughness is the best;
The surface roughness of the workpiece processed by the vertical rotary passivation tool is lower than that of the workpiece surface processed by the un-passivated tool. Still, the height fluctuations of the peaks and valleys in some areas of the processed surface are more prominent due to the increase in the edge radius caused by passivation. The vertical rotary passivation method is not as uniform as the rotary abrasive flow passivation method, which leads to more significant defects in some of the edges and then makes the workpiece surface processed in some areas of a more considerable height difference. Produce a substantial height difference.
Conclusion
The one-factor test method was used to carry out a side milling test on TC4 titanium alloy to study the milling performance of three different passivation tools in terms of cutting force, cutting temperature, and surface roughness. The following conclusions were obtained.
(1) Tool edge passivation technology can reduce the cutting force and cutting temperature during the cutting process. Compared with the cutting force of un-passivated tools, the cutting force of vertical rotary passivated tools decreased by 27.01%, and the cutting force of rotary abrasive flow passivated tools decreased by 35.67%. Compared with the cutting temperature of the un-passivated tool, the temperature of the vertical rotary passivated tool decreased by 11.21%, and the temperature of the rotary abrasive flow passivated tool decreased by 22.88%.
(2) Tool edge passivation technology improves the quality of the machined surface. Compared to machined surfaces of unpassivated tools, the surface roughness of machined surfaces is reduced by 21.03% for vertical rotary passivated tools and 31.01% for rotary abrasive flow passivated tools.
(3) Compared to vertical rotary passivation, tools passivated by rotary abrasive flow passivation are more effective in reducing cutting forces and temperatures and removing minor defects at the tool edge, improving tool edge uniformity and machined surface quality.
We offer comprehensive machining services tailored for titanium alloys, utilizing advanced techniques and equipment to ensure precision and high-quality results in each project. Our team is experienced in handling titanium’s unique properties, delivering reliable and efficient machining solutions that meet your exact specifications.