How to control quality in CNC machining?
Error is inevitable in the CNC machine tool processing and production process. To ensure the quality of the product and control CNC machine tool machining errors, we must analyze the reasons for errors in the production process and put forward the corresponding countermeasures. We must also try to improve the accuracy of processing to ensure product quality.
As shown in Figure 1, the main factors affecting product quality include the structure of the machine itself, processing technology, processing, quality management, and other factors.
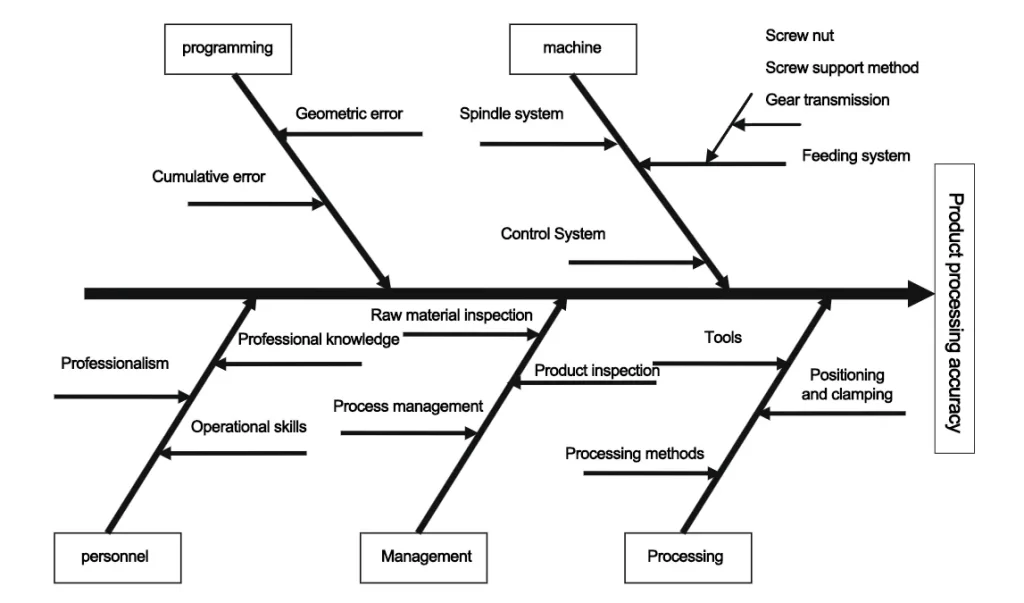
In this paper, these significant factors are briefly reviewed to provide a framework for the analysis and propose the corresponding measures and control methods.
CNC machine tool structure on product quality impact and countermeasures
CNC machine tools used in manufacturing, installation, or use will produce certain errors.
Among them, the most important error is the spindle rotation and feed system of these two aspects of the error;
In addition, the machine tool control system should not be ignored because errors impact machining accuracy.
The error will reduce the accuracy of the machined parts, affecting the quality of machining.
1. Machine tool spindle on the impact of machining quality factors and countermeasures
The component is the main component that affects the machining accuracy of CNC machine tools; its rotary accuracy directly affects the machining accuracy of the workpiece.
In the case of high spindle speed, the centrifugal force will cause vibration and deformation in the spindle parts due to friction, and the heat generated by the motor will also trigger high temperature and deformation.
Damaged spindle bearings or bearing clearance that is too large or too small will cause dimensional instability in the processed product, thus affecting the quality of the product’s processing.
Therefore, the spindle components’ requirements must be compatible with the machine tool’s performance in terms of rotary accuracy, rigidity, vibration resistance, wear resistance, operating temperature, and thermal stability.
Spindle structure size and shape, manufacturing accuracy, materials, and heat treatment have a great impact on the working performance of the machine tool.
To improve stiffness, the spindle’s diameter should be larger, and the overhang should be as small as possible.
Support spindle bearing configuration should be considered before and after the bearing should be able to withstand radial load and, according to the actual situation of the machine tool configuration, can withstand axial force bearing.
At the same time, the spindle parts should be considered for lubrication, cooling, and sealing problems. The spindle parts should be minimized due to the rise in temperature caused by thermal deformation on the machine tool’s machining accuracy.
Usually, a circulating lubrication system is adopted, with a hydraulic pump supplying oil for lubrication and an oil temperature controller controlling the temperature of oil liquid in the oil tank.
2. Factors and countermeasures affecting the machining accuracy of the feeding system of CNC machine tools.
The feeding system of the CNC machine tool is mainly composed of a gear reduction device, ball screw nut sub and bearing, coupling, etc. Its transmission accuracy and positioning accuracy play a key role in the machining accuracy of the parts, and the feeding gap often occurs in the operation of these parts, especially when the gap is bigger at the time of commutation, which affects the machining accuracy.
(1) the clearance of the screw nut vice.
The gap will affect the transmission accuracy and rigidity, decreasing table feed accuracy.
Often, a double nut structure preload is used to eliminate axial clearance, that is, the relative axial displacement of the two nuts so that the two ball nuts in the balls are fastened to the two opposite sides of the spiral raceway.
With this method, it should be noted that the preload force should not be too large. The preload force is too large to increase the no-load torque, reducing transmission efficiency and shortening the service life. Computer software can also be used to compensate for the backlash and screw pitch error automatically.
(2) The screw support mode directly affects the transmission rigidity of the ball screw sub.
Often use thrust bearing support fixed at both ends, plus preload and other measures to improve the stiffness of the screw.
At the same time, the nut seat should be reinforced to reduce the force’s deformation. For a high-speed feeding mechanism, to obtain a high feed rate and feed acceleration and deceleration speed without reducing the accuracy of the premise, it can be used to ensure that the requirements of small-pitch large, size high-quality ball screws or coarse-pitch multi-head ball screws.
(3) The clearance in gear operation directly affects the transmission accuracy.
Improve the accuracy of the gear and use rigid or flexible adjustment methods to eliminate the gap.
In addition to eliminating the gap between the installation part of the screw and the drive part, in the machining center and higher precision CNC machine tools feed movement, the motor shaft and the screw between the use of taper ring keyless coupling or high-precision cross-coupling, to make the feed drive system has a high transmission accuracy and transmission rigidity.

3. The error influence of machine tool control system on machining accuracy
The quality and performance of machine components also greatly influence the machining accuracy of the machine tool. To optimize the control circuit, the control system must be established to correct the various errors generated by the mechanical system.
For a closed-loop CNC machine tool control system, try to choose a higher precision feedback system as much as possible during the installation process to improve its installation accuracy.
In addition, the number of controllable axes of CNC machine tools
Machining technology and machining process on product quality and countermeasures
The process of CNC machine tool machining is easy because the process program is not reasonable, and the accuracy of the problem is higher than that of CNC machine tool machining errors.
Programming the parts to be processed before the process analysis involves formulating processing programs, including determining jigs and fixtures, cutting tools, and cutting dosage to determine the machining sequence and machining routes.
1. Tool selection
Tool in the cutting process is inevitable to produce wear and tear, and the resulting change in the size and shape of the workpiece. Therefore, to ensure the quality of processing, the following points should be noted:
(1) the correct choice of tool material: tool material selection must meet the performance of CNC machine tools for high-speed cutting, must have good mechanical properties, high thermal stability, strong resistance to impact, wear resistance, and so on;
(2) Reasonable selection of tool geometry parameters and cutting dosage and coolant, etc., to reduce the size of the tool wear, if necessary, can also be used to compensate for the size of the tool wear automatic compensation;
(3) To ensure the safety of processors and CNC machine tools, the high-speed cutting tool structure must have strict requirements and must also meet the static balance and dynamic balance of the two requirements. For processing large-diameter or disk parts, the tool and tool outreach longer should focus on dynamic balance issues.
2. The positioning of parts and their clamping
Workpiece clamping methods and positioning directly affect the accuracy and efficiency of workpiece processing. Positioning benchmark selection has a great impact not only on the quality of parts processing but also on the level of productivity.
Workpiece positioning and benchmarks should be consistent with the design benchmarks to prevent over-localization. The selected positioning benchmarks should be able to ensure accurate and reliable positioning.
3. Processing sequence and processing mode
CNC machine tool processing in the tool running into the point and out of the point of choice and positioning directly affects the accuracy of the processed parts, especially the tool angle of a large deviation will appear scraps and defective products.
For the tool to get out of the point into the point, the angle of the three important parameters must comply with the processing design and industry norms to make strict specifications.
Tool setting point can be located in the machined parts, but must be the datum or has been finishing parts;
It is used as a fine datum surface to be processed first; for connecting rods, boxes, brackets, bases, and other parts, it should be used as a positioning plane and holes in the end face of the first processing and then processed holes.
The tool’s entry point should start from the peripheral extension of the part to ensure a smooth contour surface.
The continuity and stability of cutting should be maintained, and the appropriate depth of cut, feed, and speed of cutting should be used to ensure the quality of cutting.
The correct cutting method is an important measure to ensure the quality of CNC machining. To be in line with the principle of classification and fractal, according to the order from the outside to the inside, from the surface to the inside of the order, the scientific selection of cutting processing methods.
When processing the arc surface of the shaft parts, a smaller tip angle should be chosen; when processing different journals, the same lathe should be used as far as possible, thus reducing the traces due to the knife’s connection.
When using a CNC milling machine, smooth milling is better than reverse milling in terms of finishing. Therefore, smooth milling should be chosen as far as possible to improve the surface quality of parts.
The route and sequence of hole system processing should be based on the specification and design to develop a reasonable sequence of hole system processing and accurate position. The coordinate system reverse gap cannot be brought into the processing and thus produce the hole system position and accuracy of the impact.
Programming defects on the impact of machining accuracy and countermeasures
For the processing of non-circular curve programming, the program is a myopic algorithm to simulate the actual shape, i.e., a straight line instead of a curved contour, which leads to errors and affects the machining accuracy.
In addition, although CNC machine tools can realize software compensation for geometric errors, there are still interpolation errors;
At the same time, in the interpolation operation, each process execution is based on the previous point, so the cumulative error will be generated after the continuous execution of multiple programs.
In the programming process, to minimize cumulative error and prevent accumulation, it must be implanted more back to the reference point of the instruction. Reduced interpolation gaps and improved resolution of the machine tool reduce programming errors and improve the machining accuracy of the product.
Quality management and operator quality on product quality impact
An operator’s professionalism and professional skill level directly affect the quality of processed products.
Operators must be conscientious and rigorous, strive for excellence, have a strong sense of production safety, and have a good team spirit of professionalism;
Master good professional skills, including mastering a certain degree of CNC programming, simulation processing, and operation capabilities, with mechanical drawing, tolerances and technical measurements, machining processes, tool selection, and other essential professional knowledge, but also requires a certain degree of dealing with on-site problems and the ability to maintain the equipment, to better solve the processing of more complex parts to ensure the quality of production.
Quality control and inspection are indispensable means of quality management in CNC machining. They must be in accordance with the requirements of the ISO9000 quality assurance system. Various factors affect the implementation of manufacturing quality control.
Implementing process quality control in strict accordance with the design drawings and technical standards of production so that the product meets the quality standards; setting up quality control points; and implementing the manufacturing process in all aspects of quality assurance to ensure the quality of the process.
At the same time, the quality of the product should be ensured to meet the requirements of the relevant parameters and indicators by strengthening the inspection of raw materials before production, product sampling in the production process, and data monitoring and analysis.
Conclusion
In summary, the factors affecting error in CNC machine tool processing involve machine structure, machining process, programming methods, quality management, and other aspects. To ensure product quality, we should optimize the machine tool’s design, reasonably select the machining parameters, improve the programming strategy, and strengthen quality control and other perspectives to reduce machining error and improve machining accuracy. Through comprehensive error control and improvement measures, it can be ensured that the products processed by CNC achieve higher precision and quality standards.