Introduction to Aluminum Extrusion Process
Over the past few decades, there has been a significant rise in the utilization of aluminum extrusion for product design and manufacturing. If you’re unfamiliar with this manufacturing process, you may be wondering about its workings and advantages.
What is Aluminum Extrusion?
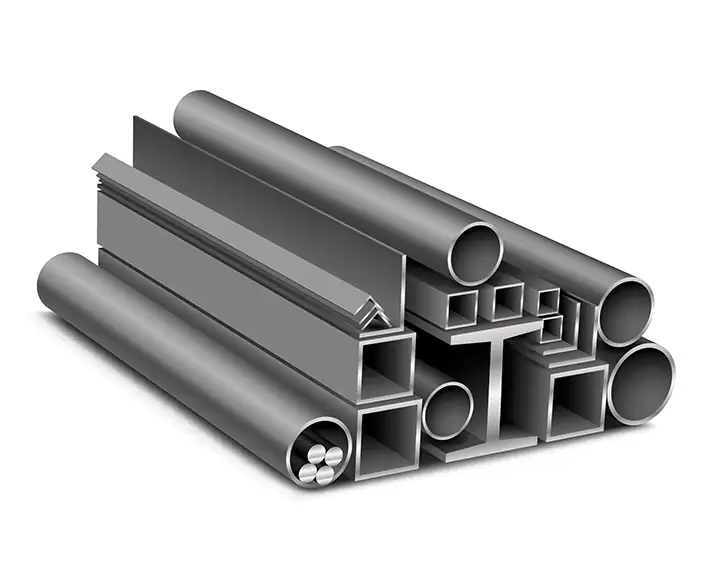
Aluminum extrusion comes in various shapes, including solid, semi-hollow, and hollow forms. These extrusions play a vital role in shaping and enhancing the functionality of numerous everyday products, ranging from home appliances to automobiles. The popularity of aluminum extrusions among customers stems from their remarkable strength, stability, corrosion resistance, and lightweight properties. Consumer products like patio furniture and speedboats benefit from the lightweight nature of aluminum extrusions, while sports equipment is made more durable with its use.
The History of the Aluminum Extrusion Process

Aluminum extrusion has a long history, spanning over 100 years, and has been utilized in innovative ways since its inception. While it was initially used to produce pipes and wires, its applications have evolved to include futuristic uses in space station construction.
The process of extrusion was first patented in 1797 for creating lead pipes and relied on manual labor until the introduction of hydraulic-powered presses in 1820. By the late 19th century, extrusion techniques were also being used for copper and brass alloys, but for aluminum alloys, extrusion took a distinct path in its application.
Steps in the Aluminum Extrusion Process
The aluminum extrusion process involves several steps, including:
Designing and Creating the Die

A die is created to match the desired shape and dimensions of the final product. The aluminum extrusion die is usually made of steel or Tungsten steel alloy and can last for thousands of extrusions. The material cost is normally over half of the total die cost.
Preparing the Aluminum Billet
The aluminum billet, or raw material, is normally a long casting rod. It is cut to the proper length and is heated to a temperature that allows it to be malleable enough to be extruded.
Extrusion
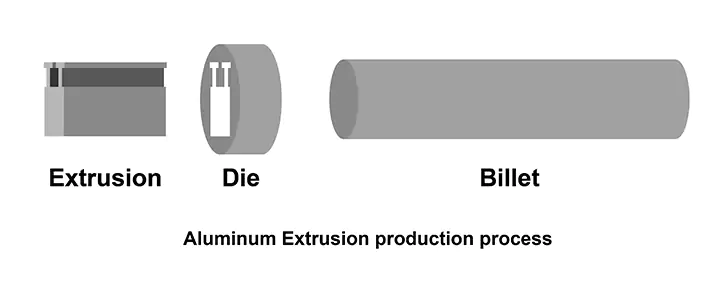
The heated aluminum billet is placed into the extrusion press and pushed through the extrusion die, which shapes the aluminum into the desired form.
Cooling
The extruded aluminum is cooled with air or water, which helps it maintain its shape. It is the different cooling methods that made the final extrusion in different heat treatment statuses, such as T6, T651, or T5. A few popular methods to cool are, letting the extrusion pass through a waterfall, spraying the extrusion with cool air, or air-water mixture.
Finishing

The extruded aluminum is often cut to the desired length and then undergoes any necessary finishing processes, such as painting, anodizing, powder spray, or polishing.
Quality Control
The final aluminum extrusions are inspected to ensure it meets the desired specifications, including size, shape, and strength.
Shipping
The finished aluminum extrusion products are packaged and shipped to the customer for use in various applications.
Parts of the Aluminum Extrusion Machine
The aluminum extrusion machine, also known as an extruder, is a complex industrial equipment that consists of several parts. These parts work together to convert raw aluminum material into a variety of extruded shapes. Some of the main parts of an aluminum extrusion machine include:
Billet Preheater
This part of the machine preheats the aluminum billet to the ideal temperature for extrusion. The billet is heated to a temperature between 350°C and 500°C, depending on the alloy and the desired extrusion properties.
Extrusion Press
This is the heart of the machine, and it is responsible for applying pressure to the heated billet to force it through the extrusion die. The press consists of a hydraulic cylinder, a ram, and a container to hold the billet.
Die

A die is a specialized tool that shapes aluminum as it is extruded. It is made from hardened steel or Tungsten steel and is designed to withstand the extreme pressure and temperature of the extrusion process.
Cooling System
After the aluminum is extruded, it needs to be cooled to prevent it from deforming or warping. The cooling system consists of water sprays or air jets that rapidly cool the extruded aluminum.
Puller
Once the aluminum extrusion is cooled, it is pulled out of the die by a puller. The puller is a set of rollers or belts that grip the extruded shape and pull it out of the die at a controlled speed.
Cut-off Saw
The final part of the machine is the cut-off saw, which cuts the extruded shape to the desired length. The saw is usually computer-controlled and can make precise cuts to within a few millimeters.
Different Extrusion Types
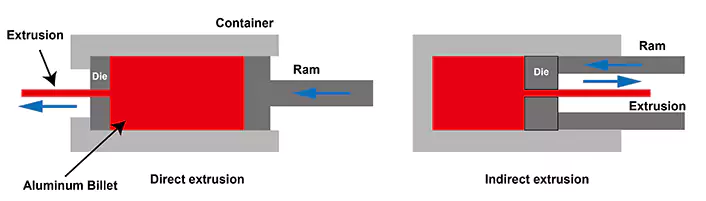
The direct extrusion process and the indirect extrusion process are two different methods of aluminum extrusion.
In direct extrusion, also known as forward extrusion, the billet is placed in a container and a ram is used to push the billet through a die opening. The force exerted by the ram makes the aluminum flow through the die opening, taking the shape of the die. The extruded part is pushed out of the die at the end of the process. Direct extrusion is commonly used to create solid shapes, such as rods, bars, and tubes.
Indirect extrusion is also known as backward extrusion or reverse extrusion. Instead of pushing the billet through the die like in the direct extrusion process, in the indirect extrusion process, the die is pushed against the billet to create the desired extrusion shape. The die is placed on the end of a ram (a hollow mandrel), the billet is placed in a container, the ram is then forced to move towards the billet, the billet passes through the die and the aluminum extrusion is made. The main advantage is there is no friction on the billet surface. This decreases the extrusion loads and hence allows the smaller machine to be used for the same aluminum extrusion, or for the same machine, bigger extrusion can be made. There is also no heat generated from the billet-container friction. This makes the extrusion flow better and with fewer variables and results in a more consistent and easier process, also the final extruded material has a better tolerance and more stable shape.
Both direct and indirect extrusion process have their own advantages and disadvantages. The direct extrusion process is a simpler process and is typically faster, making it more cost-effective for producing simple shapes. The indirect extrusion process, on the other hand, allows for more complex shapes to be created and can produce parts with higher structural integrity due to the uniformity of the material flow.
Which Factors Affect Aluminum Extrusion Quality?

The shape of a part is an important factor that affects both its cost and ease of extrusion. While a wide range of shapes can be extruded, there are limits to what can be successfully produced based on factors such as size, alloy, extrusion ratio, tongue ratio, tolerance, finish, and scrap ratio.
In the extrusion process, the size, shape, alloy, extrusion ratio, tongue ratio, tolerance, finish, and scrap ratio are all interdependent, along with other factors such as extrusion speed, billet temperature, and extrusion pressure. Extrusion speed is typically proportional to both the metal temperature and the pressure generated within the container, but the alloy and shape being extruded can limit the temperature and pressure that can be used.
Lower extrusion temperatures can produce shapes with better surface quality and more accurate dimensions, but this requires higher pressures. However, excessively high billet temperatures and extrusion speeds can result in fluid metal flow that fills larger voids in the die face and resists entry into constricted areas, leading to shape dimensions falling below tolerances. Sharp corners and thin edges can also tear due to a decrease in tensile strength at excessively high temperatures, and contact between the metal and die-bearing surfaces may be incomplete and uneven.
Therefore, the ideal billet temperature is one that provides acceptable surface and tolerance conditions while allowing for the shortest possible cycle time. However, certain alloys may require specific solution heat-treat temperatures for optimal mechanical properties. Overall, finding the right balance of extrusion factors is crucial to successfully extrude a desired shape.
The extrusion rate is typically lower for alloys with higher mechanical properties due to greater friction between the billet and the liner wall, which results in a longer time required to start extrusion. The extrusion ratio, calculated as the area of the billet divided by the area of the shape, is an indicator of the amount of mechanical work that will occur during extrusion.
When the extrusion ratio is low, the metallurgical structure of the extruded shape approaches the coarse grain as-cast condition, which is mechanically weak. Therefore, shapes with an extrusion ratio of less than 10:1 may not meet mechanical property guarantees. Conversely, high extrusion ratios result in extreme mechanical working and require greater pressure to force metal through smaller die openings. The normal extrusion ratio range for hard alloys is 10:1 to 35:1 and for soft alloys is 10:1 to 100:1, but these limits are not absolute and can be affected by the shape of the extrusion.
The difficulty factor, calculated as the perimeter of the shape divided by the weight per foot, is another factor affecting extrusion performance. A higher factor indicates a more difficult part to extrude, which affects press production. The tongue ratio, calculated by squaring the smallest opening to the void and dividing it by the total area of the shape, also plays a role in determining a part’s extrusion performance, with higher ratios indicating greater difficulty during extrusion.
Advantages of Aluminum Extrusion
Aluminum extrusion offers several advantages, including:
Design flexibility
Extrusion can create complex shapes and profiles that may not be possible with other manufacturing methods, allowing designers to create custom components for specific applications. For example, some features (sharp corners for instance) are hard to be made by CNC, sometimes custom aluminum extrusion shapes can solve that problem.
Cost-effective
Extrusion is often more cost-effective than other manufacturing methods, as it requires less tooling and setup time.
Lightweight
Aluminum is a lightweight material, which makes extruded components ideal for use in applications where weight is a concern.
Strength and durability

Aluminum extrusions offer high strength and durability, making them suitable for use in a wide range of applications.
Sustainability
Aluminum is a sustainable material that can be recycled, making extruded components environmentally friendly.
Surface finish options
Aluminum extrusions can be finished in a variety of ways, including anodizing, painting, and powder coating, providing designers with a range of surface finish options.
Thermal conductivity
Aluminum is a good conductor of heat, making extrusions ideal for use in applications where heat dissipation is required.
Conclusion
In conclusion, aluminum extrusion is a highly versatile and cost-effective manufacturing process for creating complex shapes and profiles from aluminum materials. With the ability to produce parts of varying sizes, shapes, and complexities, aluminum extrusion is used in a wide range of industries such as automotive, construction, aerospace, and consumer goods. The process involves heating a cylindrical billet of aluminum and forcing it through an extrusion die to create a desired shape or profile. The extruded part is then cooled and cut to the required length. With its numerous advantages including design flexibility, durability, and sustainability, aluminum extrusion continues to be a popular choice for manufacturers and designers alike.