Low-Pressure Die Casting: Simple Explained
What Is Low Pressure Die Casting?
Low-pressure die casting is a manufacturing process used to produce high-quality, dimensionally consistent, and structurally sound metal components. It involves the use of a permanent mold or tool made of steel, which is typically preheated before the molten metal is injected into it at a controlled low pressure. The low pressure used in the process is typically between 2 and 15 psi, which is significantly lower than the pressure used in high-pressure die casting.
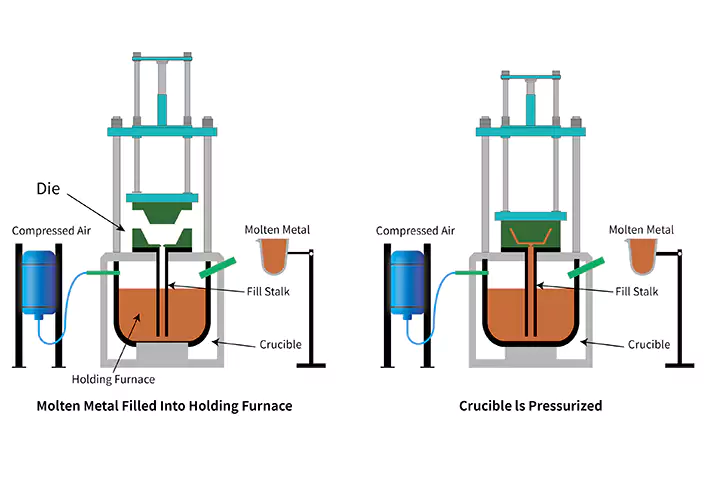
It uses pressure instead of gravity to fill molds with molten metals such as aluminum and magnesium. Unlike gravity-based casting, the holding furnace in this process is located below the cast. The liquid metal is pushed upwards through a riser tube and into the cavity, while pressure is constantly applied, sometimes in increasing increments, to fill the mold and hold the metal in place until it solidifies. After the metal has hardened, the pressure is released, and any metal liquid that is still in the tube or cavity flows back into the holding furnace to be reused.
How Does Low Pressure Die Casting Work?
Low-pressure die casting typically involves the following steps:
The die (mold) is first prepared by coating it with a refractory material that can withstand high temperatures and prevent the metal from sticking to the die. The die is preheated to a temperature that will ensure good metal flow and avoid premature solidification of the molten metal.
The metal is heated to a temperature above its melting point in a furnace. The molten metal is then transferred to a holding furnace (crucible) that maintains the temperature and removes any impurities from the metal.
The crucible is then pressurized to force the molten metal through a central riser tube (fill stalk) and into the die cavity.
The low pressure (typically between 7 and 15 psi) ensures that the molten metal flows uniformly and fills the mold cavity without turbulence, resulting in parts with good surface finish, fine details, and fewer defects.
Once the die cavity is filled, the molten metal is allowed to cool and solidify. The die is then opened, and the casting is removed. The casting may be subject to further processing, such as trimming, shot blasting, or heat treatment, depending on its final application.
Applications of Low Pressure Die Casting
LPDC has many advantages making it an applicable die-casting method in several industries. Here are some of the applications of low-pressure die casting:
Automotive Industry

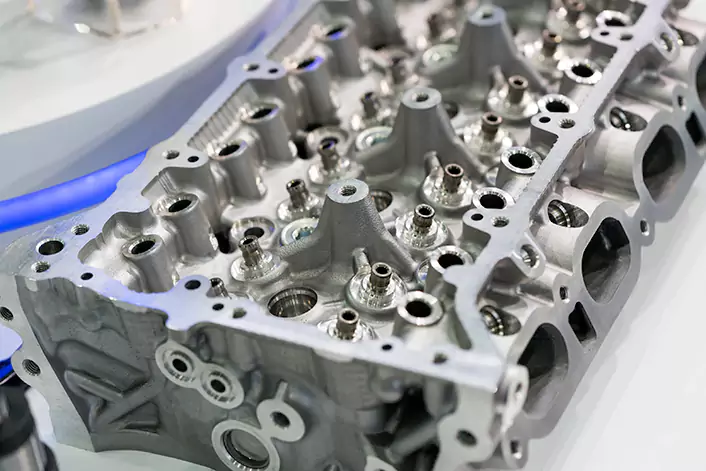
Low-pressure die casting is used in the automotive industry to produce components such as engine blocks, cylinder heads, and transmission cases. The process provides high accuracy and a superior surface finish, making it suitable for the manufacture of high-performance engine components.
Aerospace Industry
Low-pressure die casting is also used in the aerospace industry to produce aircraft components such as landing gear, wing structures, and turbine blades. The low-pressure castings process provides high strength and accuracy, making it suitable for critical aircraft components.
Industrial Equipment
Low-pressure die casting is used in the production of industrial equipment such as pumps, valves, and hydraulic components. The process provides excellent dimensional accuracy, reducing the need for additional machining operations.
Architectural Applications
Low-pressure die casting can also be used to produce decorative and functional architectural components such as door handles, window frames, and light fixtures.
Advantages of Low-Pressure Die Casting
Highly Pure Castings
The purity of the castings produced through low-pressure die casting is exceptionally high, owing to the minimal or nonexistent slag responsible for impurities. This low level of slag can be attributed to the design of the casting machine. Typically, slags are found on the surface of molten metals. Since the riser tubes in low-pressure casting go down into the holding furnace, the liquid metal that is forced into the mold cavity does not contain slag. This results in highly pure castings, further aided by the low-pressure process, which reduces the chances of slag entering the mold.
In addition, the stable filling process in low-pressure die casting prevents oxidation of the molten metal. This is because stability reduces or eliminates the tumbling, impacting, and splashing of the molten metal during the process, resulting in no formation of oxidation slags that could affect the purity of the castings.
High Accuracy
The precision of parts produced through low-pressure die casting is attributed to the maintained low pressure during solidification. The low pressure allows for the continuous filling of the die cavity, compensating for any shrinkage in volume as the molten metal solidifies. As a result, the process is ideal for manufacturing axially symmetrical parts such as wheels, where high accuracy is crucial.
Reduced Porosity
The metal flow during the injection is very smooth due to the low-pressure atmosphere. It minimizes the formation of air pockets and porosity, resulting in parts with improved strength and reliability.
Good for Complex Shapes.
The enhanced fluidity of liquid metal resulting from the low-pressure filling is the reason for the excellent formability in low-pressure die casting. As a result, castings made using this process have clear outlines and smooth surfaces. This makes the process suitable for the manufacture of cast parts with complex geometries.

Heat Treatment Possibilities
Parts made from LPDC can be further heat treated to enhance their strength because of their low porosity. This enlarges the scope of the process application.
Disadvantages of Low Pressure Die Casting
While low pressure dies casting process is ideal for achieving accurate products, it also has disadvantages.
Long Casting Cycle
A drawback of the low-pressure die-casting process is its slower cycle, primarily due to the low pressure involved. As a result, the process has a low production rate, making the manufactured parts relatively expensive for large-batch productions.
Not Suitable for Making Thin-walled Parts
Low pressure means it is hard to push metal flow into narrow areas like thin walls. The minimum wall thickness of low-pressure casting parts is 3mm.
Low-Pressure Die Casting vs. High-Pressure Die Casting
The suitability of low-pressure and high-pressure die casting depends on various factors, such as component complexity, production volume, and manufacturing budget. The following explains the dissimilarities between the two methods and outlines the advantages of low-pressure die casting compared to high-pressure die casting.
Cycle time
Low-pressure die casting typically operates within a pressure range of 0.7 bar to 1 bar, while high-pressure casting utilizes significantly higher pressure levels, often exceeding 1000 bars. Consequently, low-pressure die casting offers a longer cycle time than high-pressure casting. The low-pressure die-casting process is more suitable for low-volume production, and the high-pressure die-casting process is more suitable for high-volume production.
Strength of Part
The compactness of the low-pressure casting product is lower than that of the high-pressure casting, and so is the strength. Due to its better purity, low-pressure casting products’ elongation is higher. High-pressure casting possesses better strength, but lower elongation. (Elongation: how long the parts can be stretched before broken under pulling forces)
Quality of Casting
Low-pressure castings generally exhibit superior quality when compared to high-pressure castings. This is because the volume reduction resulting from shrinkage during solidification is offset by a continuous injection of molten metal into the die cavity until solidification is complete.
Furthermore, low-pressure castings have a higher degree of purity due to the lower amount of slag present, and they are free from pores. This is in contrast to high-pressure castings which may exhibit porosity due to the high pressure involved and may also contain injected slags in the die cavity. High-pressure castings can not be heat treated because heat enlarges the pores inside the parts and cause cracks.
Size Does Matter
Low-pressure die casting can be used in the manufacturing of large parts, as well as smaller components, such as decorative trim for furniture and architectural elements. The process allows for the production of intricate designs with a high degree of detail and uniformity, making it an attractive option for applications where appearance is important.
High-pressure die casting, on the other hand, can only produce relatively small parts. The size of the part the process can handle is limited by the clamping force the equipment can provide.
Cost
The utilization of high-pressure casting incurs higher operating and investment costs than low-pressure casting, largely due to the need for specialized machinery. Nevertheless, high-pressure die casting often results in a lower per-part production cost, as the process facilitates faster cycle times.
Wall Thickness
Low-pressure casting is a well-suited manufacturing method for producing thick-walled components, but it is not suitable for creating thin-walled parts with a thickness of less than 3mm. In contrast, high-pressure casting is capable of producing thin-walled parts with a thickness as low as 0.40mm.
Materials Used in Low-Pressure Die Casting
Aluminum
Aluminum is the most commonly used metal for low-pressure die casting. It is lightweight, corrosion-resistant, and has an excellent strength-to-weight ratio, making it ideal for a variety of applications.
Magnesium
Magnesium is also commonly used in low-pressure die casting due to its lightweight and excellent strength-to-weight ratio. It is often used in the automotive and aerospace industries.
Zinc
Zinc is a cost-effective metal that is commonly used in low-pressure die casting for small and intricate parts, such as decorative and functional hardware.
Copper and Copper Alloys
Copper and its alloys, such as brass and bronze, can also be used in low-pressure die casting. These metals have excellent thermal and electrical conductivity, making them ideal for electrical components.
Although low-pressure casting can apply to those metals, it is most popular to apply on light metals, especially aluminum alloys.
Other Casting Process
Gravity Casting
Gravity die casting, which is also known as the permanent mold casting process, involves the use of gravity to fill a mold with molten metal. This method is particularly well-suited for casting non-ferrous alloys such as aluminum, copper, magnesium, and zinc.
One key advantage of gravity casting is its compatibility with a wide range of materials, as opposed to low-pressure casting which is predominantly used for casting aluminum alloys. This is why low-pressure casting is also referred to as “aluminum low-pressure die casting.”
Investment Casting
Investment casting, which is also known as precision casting, is a method based on the ancient process of lost-wax casting. The process involves creating a wax pattern in the desired shape of the final product, using techniques such as injection molding or 3D printing.
The wax pattern is then coated in a ceramic slurry, with the thickness of the coating carefully controlled to form a mold. Once the wax solidifies, the mold is preheated and the wax is melted away, leaving behind a metal casing. Molten metal can then be poured into the mold, and the necessary steps are taken to complete the casting process.
Compared to low-pressure casting, investment casting is known for its high level of accuracy, as the wax pattern is created using precise manufacturing processes such as 3D printing. Additionally, the ceramic material used in investment casting does not expand, leading to a more precise final product.
Sand Casting
Foundries, specialized factories that manufacture metal castings, commonly use sand casting as their primary metal casting process. In this traditional process, a mold is made by mixing sand, clay, and water. Once the mold is ready, it is filled with molten metal, and upon completion, the mold is broken away to reveal the casting.
When deciding between die casting and sand casting, the choice is dependent on the type of metal being used. Sand casting is preferred over low-pressure casting when working with high-heat metals.
Conclusion
Low-pressure die casting is a metal casting process that involves injecting molten metal, into a die with low overpressure. This process is highly accurate in creating castings with complex geometries. It also produces pure castings with exceptional material properties, making it a popular process in many industries.
This article provided an introduction to how low-pressure die casting works, as well as its advantages and disadvantages. Additionally, it explored alternative casting processes that can be used in place of low-pressure die casting.