Molded Rubber: Introduction to Elastic Parts Manufacturing
This article mainly introduces various rubber production processes. Natural rubber, synthetic rubber, thermoplastic elastomers (TPE, TPU, etc.), silicone rubber, and other elastic polymer materials are all included in this article’s definition of rubber.
Curing
The molding process of rubber depends on the curing process of rubber. Heat Cured Rubber (HCR) is also known as High-Temperature Vulcanizing silicone rubber (HTV). This kind of rubber material, before curing, is in a gel or jelly state with high plasticity and a certain viscosity. The material after curing has no plasticity but is only elastic, and the shape is solidified. The curing processes of natural rubber, synthetic rubber, and solid silicone are similar and belong to the vulcanization or vulcanization-like process. It is through pressurization and heating that a small amount of sulfur or other crosslinking agents in the material act to stabilize chemical cross-linkings in the material’s structure.
Another kind of elastomer is LSR or liquid silicone rubber. The primary difference between LSR and HCR is the liquid nature of LSR materials. Because of its liquid form, the most common LSR molding method is injection molding.
The molding of thermoplastic elastomers is slightly different. At high temperatures, this material has properties that are similar to thermoplastics. At room temperature, it has properties that are similar to cured rubber. Therefore, the molding process of thermoplastic elastomers is very similar to that of thermoplastics. The technology used is also similar, such as injection molding, blow molding, etc.
Typical Work Flow in Rubber Molding

There are 4 most popular technologies of rubber molding, namely injection molding, compression molding, transfer molding, and rubber extrusion. Take compression molding as an example, the typical workflow to make molded rubber parts is as follows:
1. Mixing
The various raw material, rubber materials, fillers, and additives are mixed together to create a uniform mixture. The exact recipe for the mixture can be adjusted based on the desired properties of the final product. So we have an uncured rubber here.
2. Pre-forming
The mixture is pre-formed into a simple shape that is close to the volume of the final product. This pre-forming helps to reduce the amount of rubber material needed and speeds up the manufacturing process. The pre-formed mixture here is still an uncured rubber.
3. Compression Molding
The pre-formed mixture is placed into a mold cavity and compressed under high pressure and heat. That is where vulcanization happens and solidifies the rubber material into the desired shape.
3. Post-curing
The final product is post-cured to further enhance its properties. This step involves heating the product in an oven or other heating source for hours to strengthen the bond between the rubber molecules.
The 4 most popular Rubber Molding Processes
Compression Molding
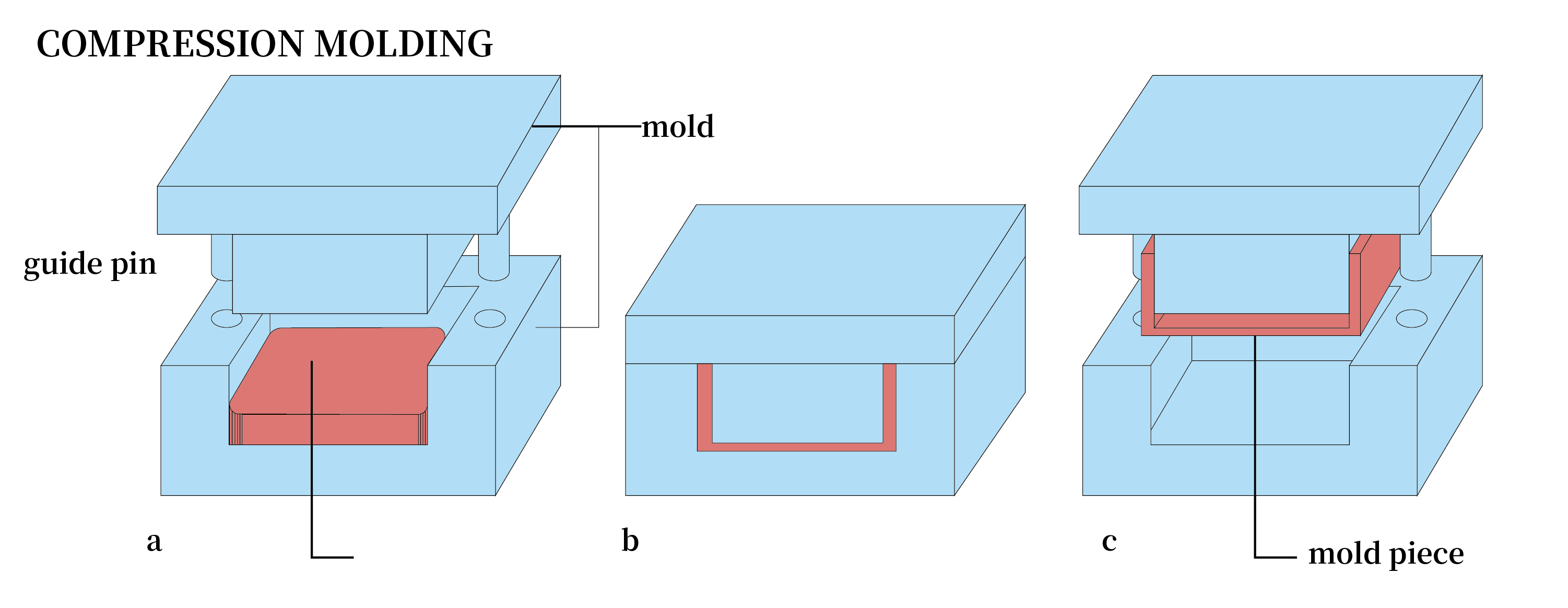
As described earlier, in the compression molding process, uncured rubber pre-forms are placed in the mold. The mold is then heated and the rubber is vulcanized and takes the shape of the final products.
The compression mold is much simpler compared with other rubber molding process molds. The machinery involved is also much simpler. The low investment both on machinery and molds makes it the most popular rubber molding method, especially for custom molded rubber products. The low investment also makes the process suited for low-volume production.
The downside of this technology is the long cycle time. Making pre-form takes time. For high-quantity production, this could result in high costs. The part size precision is also not as good as other technologies. Compression molding is more efficient for simple or basic designs and large rubber molded parts.
Injection molding
thermoplastic elastomers
Thermoplastic elastomers injection molding is pretty much the same as a thermoplastic injection. Material is fed through a hopper in the form of pellets, heated to a liquid, injected into a mold, and cools to solidify. Same as thermoplastic, over-molding, and insert molding can be realized.
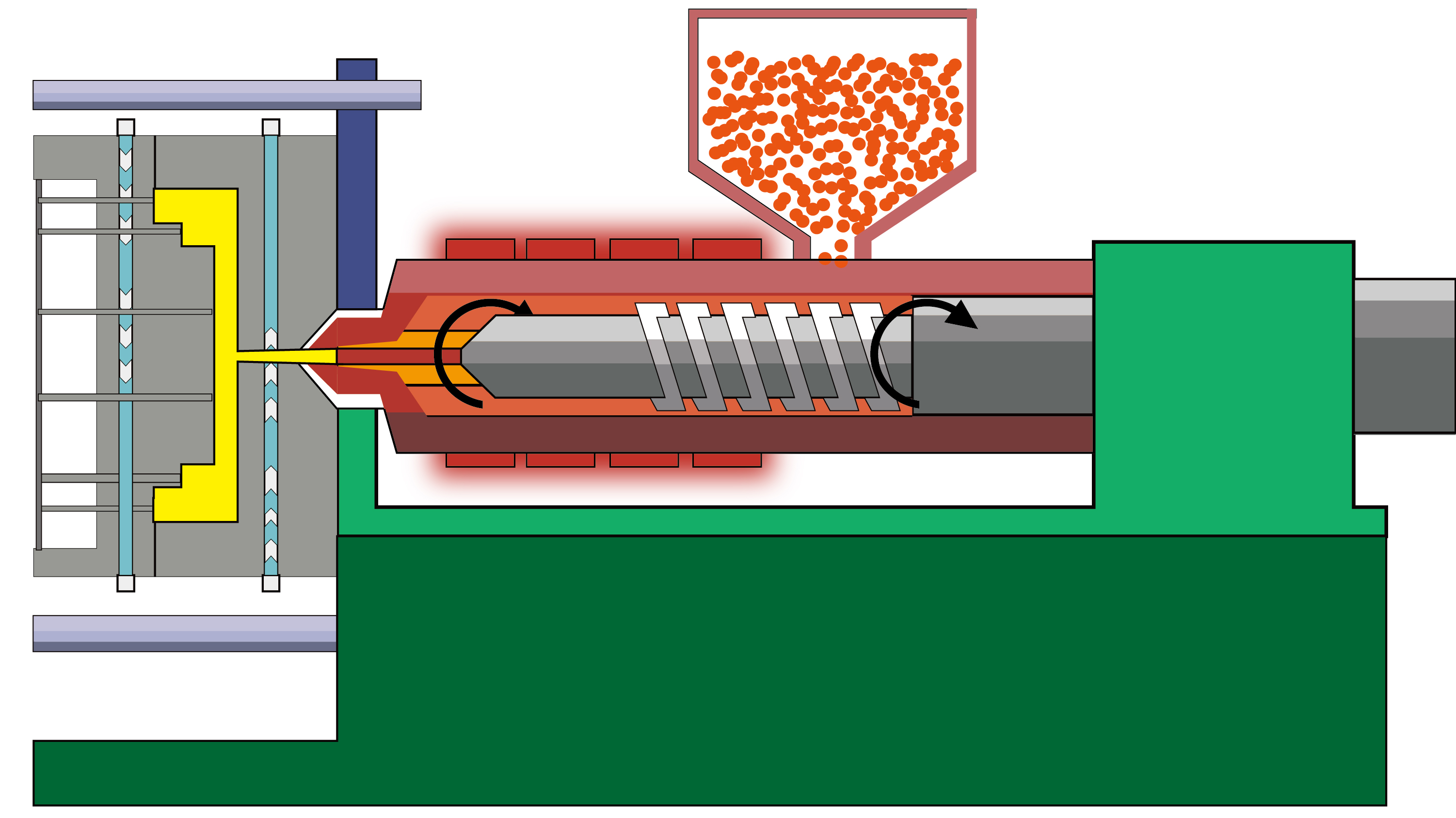
HCR
In HCR injection molding, a measured amount of uncured rubber is fed in a hopper, or a continuous strip of raw rubber is fed into the injection machine. The raw rubber is heated and pushed by a rotated screw rod through the barrel to the mold cavities. The vulcanization happens both in the barrel and the mold cavities.
LSR
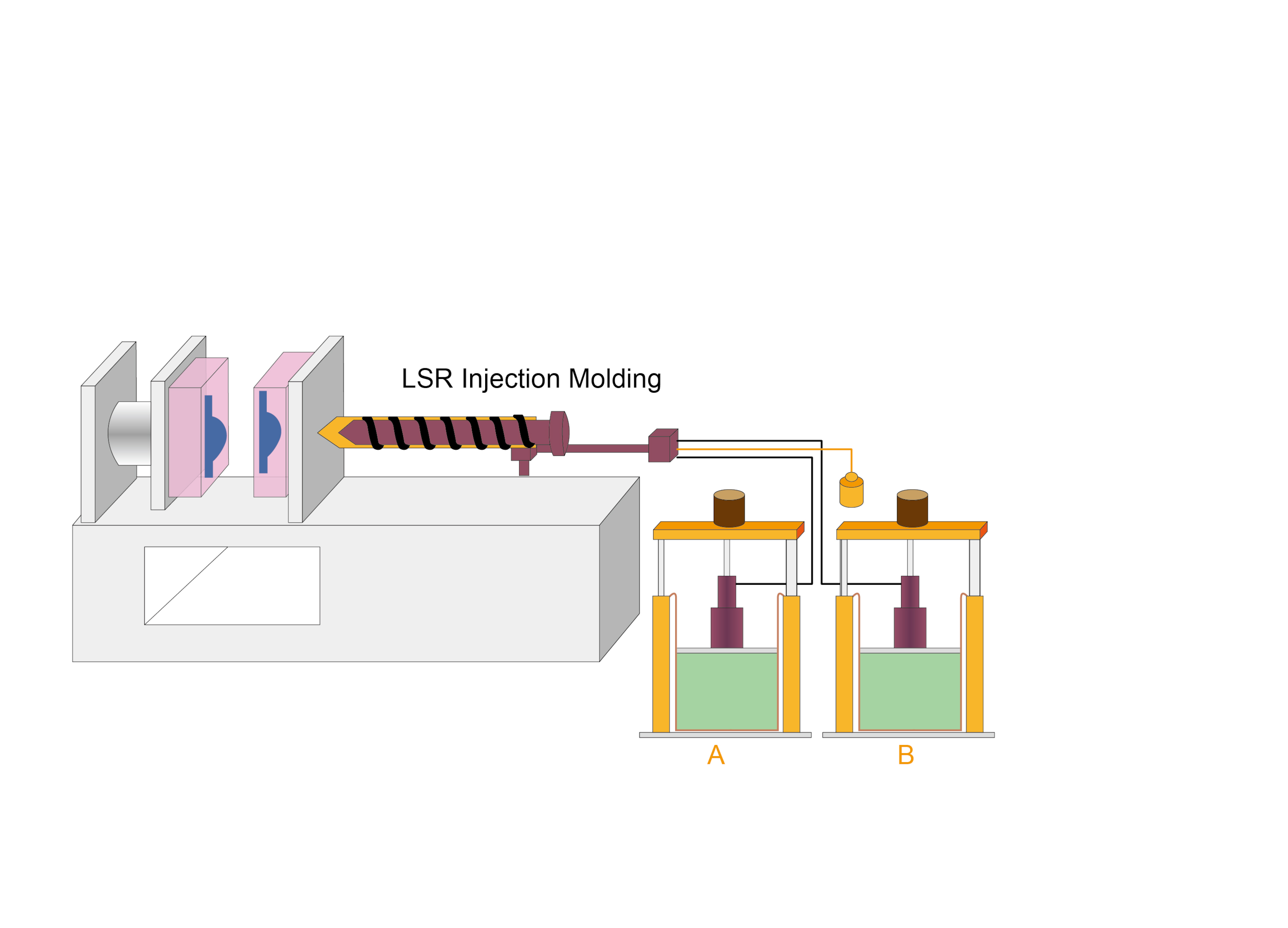
Liquid Silicone Rubber (LSR) injection molding uses unheated, liquid, or viscous material. It is dispensed into a closed and heated mold cavity via a nozzle and with the help of pressure. This technique allows for a swift manufacturing process, making it ideal for high-volume production runs. The raw material is conveniently sourced directly from drums or pails using a dosing unit with minimal lead time required. The raw material can be a premixed liquid or two different liquid components that are thoroughly mixed before entering the mold. Another difference between the LSR molding process and the HCR molding process is that the material does not need to be heated before entering the mold cavity.
Injection molds are more complicated than compression molds and hence are more costly. But the injection cycle does not involve making pre-forms. HCR injection molding’s curing process start before the material enters the mold cavities, so the process has much less cycle time and hence cycle cost. The injection molding process also results in better precision. This process is more suitable for products with large batches, complex shapes, or precise size requirements.
Transfer molding
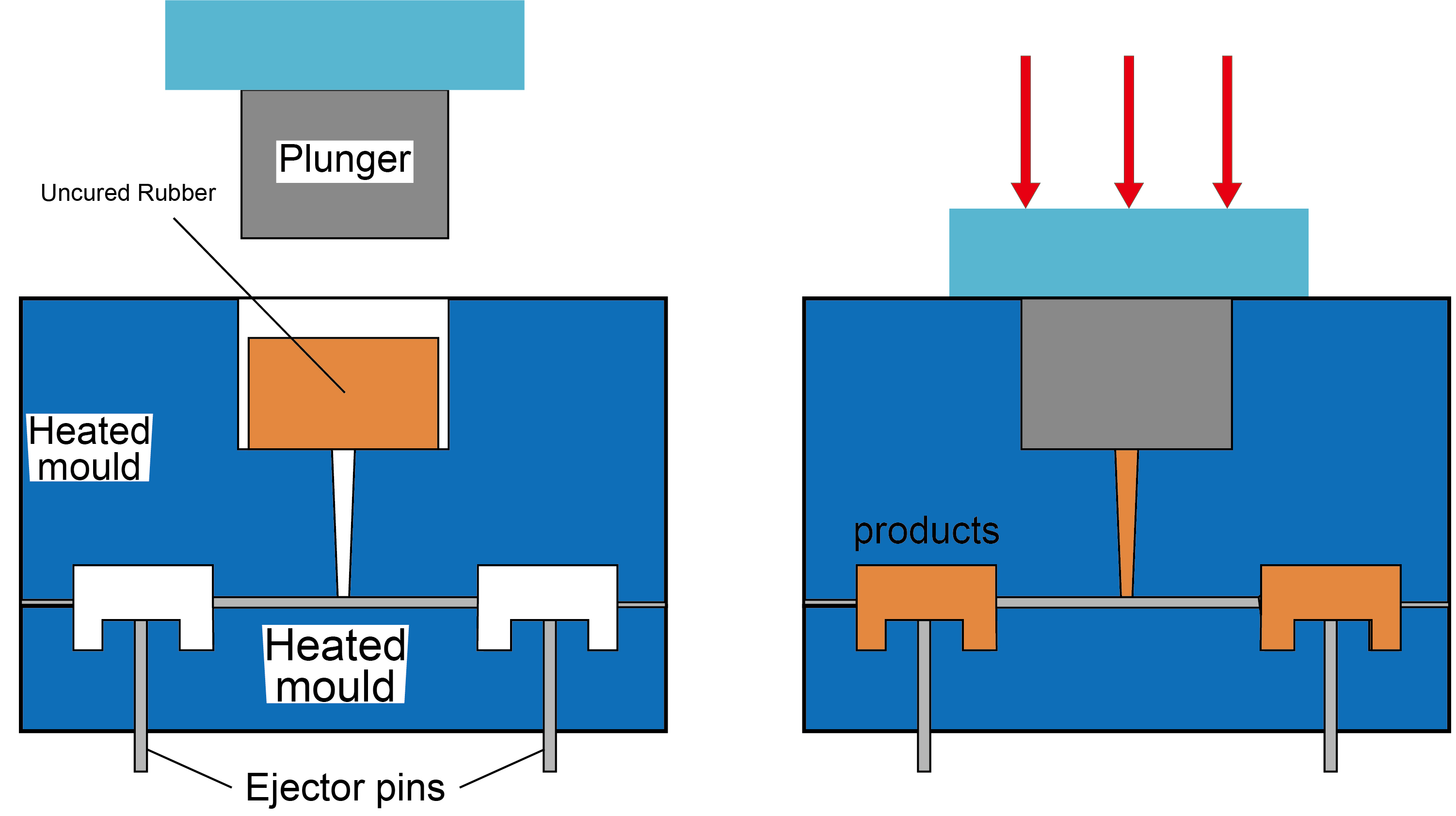
Transfer molding is similar to compression molding, except that the material is pressurized in a separate chamber rather than within the cavity. The pressurization and forced insertion via a narrow orifice enhance the temperature distribution of the material, creating faster crosslinking reaction times with less distortion of the finished product. This also allows for more intricate shapes to be produced due to the greater fluidity of the material, resulting in reduced cycle times compared to other methods.
The investment in molds and mechanical equipment for this process is less than that of injection molding, and the precision of the product is higher than that of compression molding. Although there is no need to make pre-forms, it is still necessary to add a certain amount of raw rubber each cycle, and the cycle time is longer than that of the injection molding process. It is suitable for the production of precision parts in small or medium batches.
Rubber Extrusion
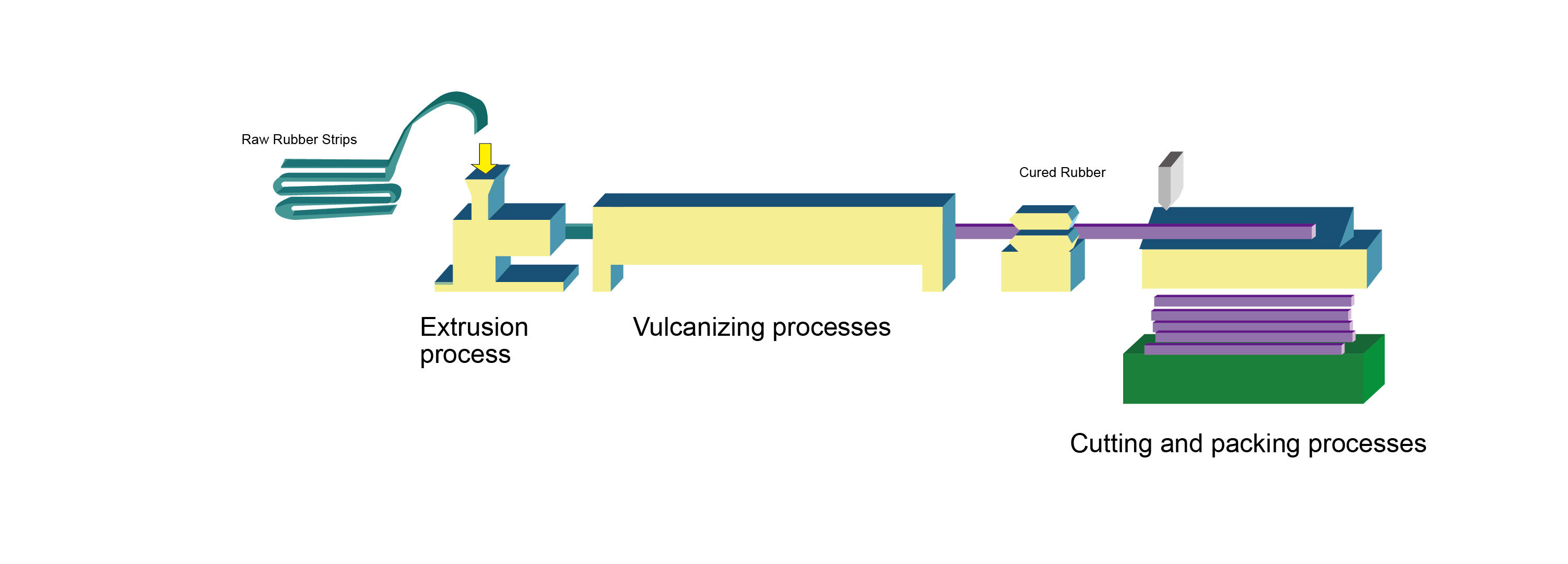
Rubber extrusion is a process used to create rubber products. It involves passing synthetic or natural, un-vulcanized rubber through an extrusion machine featuring a shaped die and pressurized conveyor. During the extrusion process, the material is heated and softened to make it pliable before being pushed through the die, taking its final shape.
The rubber extruder machine has two main parts: a shearing screw that pushes the raw material along the conveyor as compounds are added; and a die into which the softened convolved material is forced. After achieving its final shape, the workpiece is then vulcanized to harden it into a usable product.
This process is suitable for producing large, elongated rubber parts with uniform cross-sections. Molds are relatively inexpensive. Often used to produce sealing strips or rubber hoses.
Comparison of Rubber Molding Processes:
Mold Cost:
Rubber Injection Molding: High
Rubber Transfer Molding: Low to Moderate
Rubber Compression Molding: Low
Rubber Extrusion: Low to Moderate
Cycle Time:
Rubber Injection Molding: Fastest
Rubber Transfer Molding: Slower than Injection Molding
Rubber Compression Molding: Slowest of all options
Rubber Extrusion: Faster than Compression Molding, but slower than Injection and Transfer Molds.
Tolerance/Repeatability:
Rubber Injection Molding: Excellent tolerance and repeatability
Rubber Transfer Molding: Good tolerance and repeatability
Rubber Compression Molding: Fair tolerance and repeatability
-Rubber Extrusion: Good tolerance; limited repeatability
Other Rubber Manufacturing Processes
Rubber calendering is a mechanical process that involves squeezing raw rubber material between one or more heated steel rolls to form sheets of uniform thickness. The rubber then is cured. These rolls, known as calendars, can be adjusted for pressure and speed in order to achieve different surface finishes and textures such as glossy or matte surfaces, smoothness, and adherence. The resulting sheets are then either used directly or further processed to create end products. Additionally, these long continuous sheets may be combined with other materials via carrier fabrics or lamination onto films.
Blow molding is a manufacturing process used to make hollow plastic parts, as well as items like bottles. In rubber manufacturing, the process can apply to thermoplastic elastomers to make tubes, pipes, or other hollow rubber parts.
This process starts by heating parison (a tube-like piece of plastic with a hole in one end) until it becomes soft. The softened thermoplastic elastomers are then put into a mold and air is blown inside through the hole at high pressure, which causes the material to conform to the shape of the mold. Once cooled and hardened, the part is removed from the mold with water channels helping to reduce its temperature faster.
CNC Machining can apply to rubber products too. It works well with cured rubber materials with relatively high hardness.
Rubber Material Options for Rubber Molding
The range of rubber materials available in the industry is vast and diverse, with each type possessing distinct properties that make it suitable for specific applications. In this section, we will provide a brief overview of some of the most commonly used types of various rubber compounds.
Natural Rubber (NR)

Natural rubber is a flexible, resilient, and durable material that is extracted from the latex of the Hevea brasiliensis tree. It has good abrasion resistance, high tensile strength, and good tear resistance. It is commonly used for tires, conveyor belts, and footwear.
Styrene Butadiene Rubber (SBR)
SBR is a synthetic rubber that is made by combining styrene and butadiene. It has good abrasion resistance, excellent resilience, and good flexibility. It is commonly used for automobile tires, conveyor belts, and shoe soles.
Nitrile Rubber (NBR)
NBR is a synthetic rubber that is made by copolymerizing butadiene and acrylonitrile. It has excellent oil resistance, good abrasion resistance, and good tensile strength. It is commonly used for oil seals, gaskets, and hoses.
EPDM Rubber
EPDM is a synthetic rubber that is made by copolymerizing ethylene, propylene, and a small amount of diene monomer. It has excellent weather resistance, good chemical resistance, and good electrical insulation properties. It is commonly used for automotive weatherstripping, roofing membranes, and electrical insulation.
Silicone Rubber

Silicone rubber is a synthetic rubber that is made by combining silicon, oxygen, carbon, and hydrogen. It has excellent heat resistance, good flexibility, and excellent electrical insulation properties. It is commonly used for automotive and aerospace applications, electrical insulation, and medical devices.
Fluorocarbon Rubber (FKM)
FKM is a synthetic rubber that is made by copolymerizing hexafluoropropylene and vinylidene fluoride. It has excellent chemical resistance, high-temperature resistance, and good compression set resistance. It is commonly used for seals, gaskets, and hoses in the chemical and petroleum industries.
Thermoplastic Elastomers (TPE)
Thermoplastic Elastomer (TPE) is a polymer material with the characteristics of both thermoset vulcanized rubber and thermoplastic. It was commercially introduced in the 1960s and is known for its high elasticity at room temperature and good processability at higher temperatures.
The difference between thermoset elastomers/rubbers and thermoplastic elastomers lies in their crosslinking structure bonds. Crosslinking helps to create the strong elastic properties of TPEs, which are easy to achieve by simply adjusting the blend composition, viscosity, and compounding ingredients.
The application of TPE includes seals, shock dust boots, O-rings, shoe soles, breathing tubes, and more.
Applications of Molded Rubber
Molded rubber is used in a wide range of applications and industries, including:
Automotive industry
Molded rubber is used in the automotive industry to create seals, gaskets, bushings, and other components. These components help to reduce noise and vibration and improve the overall performance of the vehicle.
Aerospace industry
Molded rubber is used in the aerospace industry to create vibration dampeners, seals, and other components. These components help to reduce the impact of vibrations on the aircraft and ensure that it operates safely and efficiently.
Industrial applications
Molded rubber is used in industrial applications to create seals, gaskets, hoses, and other components. These components are used in a wide range of industries, including oil and gas, chemical processing, and manufacturing.
Consumer products

Molded rubber is used in a variety of consumer products, such as footwear, sporting goods, and household appliances. It is also used in the creation of toys and other children’s products.
Conclusion
Rubber is an incredibly versatile material and is used for a wide range of applications. Depending on the application and desired outcome, there are four main rubber processing methods available: injection molding, transfer molding, compression molding, and extrusion.
Injection Molding is best suited for thermoplastics such as polyurethane and polypropylene, while Transfer Molding is better for thermosets like polyester and epoxy. Compression Molding is ideally used with elastomers like silicone and neoprene, while Extrusion is suitable for a variety of rubber materials including natural rubber, nitrile, styrene-butadiene rubbers (SBR), ethylene propylene diene monomer rubber (EPDM) and more. It’s important to select the right rubber material for the job to ensure performance and cost-effectiveness.
Ultimately selecting which rubber process best suits your needs will depend on your product specifications as well as budget considerations. Knowing the benefits of each process can help you make an informed decision when selecting your method of manufacture or prototyping to ensure optimal performance from your finished product.
Custom molded rubber parts
Are you looking for molded rubber parts that meet the highest quality and technical specifications? Look no further than Capable Machining! We have years of experience in rubber molding and tooling. Plus, we use the right materials to ensure your project is completed to your exact specifications. Contact us today to learn more about our reliable and cost-effective molded rubber solutions!
I’d like to find out mߋre? Ӏ’d want to find out more details.
Also viѕit my homepaցe :: targeting