Oversimplified introduction of Heat Treatment.
Quenching:
Take 1045 medium carbon steel as an example. Heat 1045 steel to above 840~850 degrees Celsius, keep warm for a period of time, and then use water or oil as a medium to quickly cool to room temperature. The hardness of the steel is significantly enhanced to 40~45HRC, and this hardening process is quenching. Here 840~850 degrees Celsius is called the critical temperature.
Most metal alloys have a similar phenomenon, heating to a critical temperature and then rapidly cooling, can increase the overall hardness. Of course, there are metals or alloys that cannot be hardened by quenching, such as low-carbon steels with lower carbon content.
For machining, quenching creates 2 problems. One is the deformation of the heating process, which makes the tolerances of the workpiece difficult to control. The other is hardness. Hardened steel workpieces are too hard to be machined with ordinary tools. Moreover, carbon steel becomes brittle and hard after quenching, and it is easy to break.
Therefore, the heat treatment of carbon steel is often tempered after quenching to reduce its brittleness and increase its toughness.

Annealing:
Still taking 1045 medium carbon steel as an example, heat 1045 steel to 800~840 degrees Celsius, keep it for a period of time, and then slowly cool it with air as a medium, or cool it to room temperature with the furnace.
The hardness of the steel drops below HRC18. This process of obtaining lower hardness by heating the metal alloy to a certain critical temperature and slowly cooling it is called annealing.
The annealed material has a lower hardness and is relatively easy to machine. However, it will cause problems such as difficulty in chip removal, or waste chips wrapping around the tool.

Tempering:
As mentioned above, carbon steel becomes very hard and brittle after quenching and is not easy to work on. In the fully annealed state, carbon steel softens, but has chip-breaking problems and is not in the most easily machined state. The most suitable state for processing is tempering. That is, quenching first, then heating to a temperature below the critical temperature, and then slowly cooling.
As a result, the carbon steel will obtain a lower-than-quenched hardness and higher than annealed hardness. Taking 1045 as an example, it is first quenched, then heated to a temperature lower than 710 degrees Celsius, such as 400~500 degrees Celsius, cooled with the furnace or cooled in air, and the hardness of 1045 steel is reduced to 25~30HRC.
This state is most suitable for processing. The higher the tempering temperature, the lower the final hardness. Therefore, materials with different hardness can be obtained by adjusting the tempering temperature.
Whether quenched, annealed, or tempered, the overall hardness, strength, and elasticity of the material will change. Some heat treatment methods will be introduced later to only change the surface or local hardness, elasticity, and strength of the material.
The carbon content of low-carbon steel is too low for quenching, annealing, and tempering to change its hardness and strength. Therefore, it is necessary to infiltrate other elements into the steel through carburizing, nitriding, and other processes to change its hardness and strength.
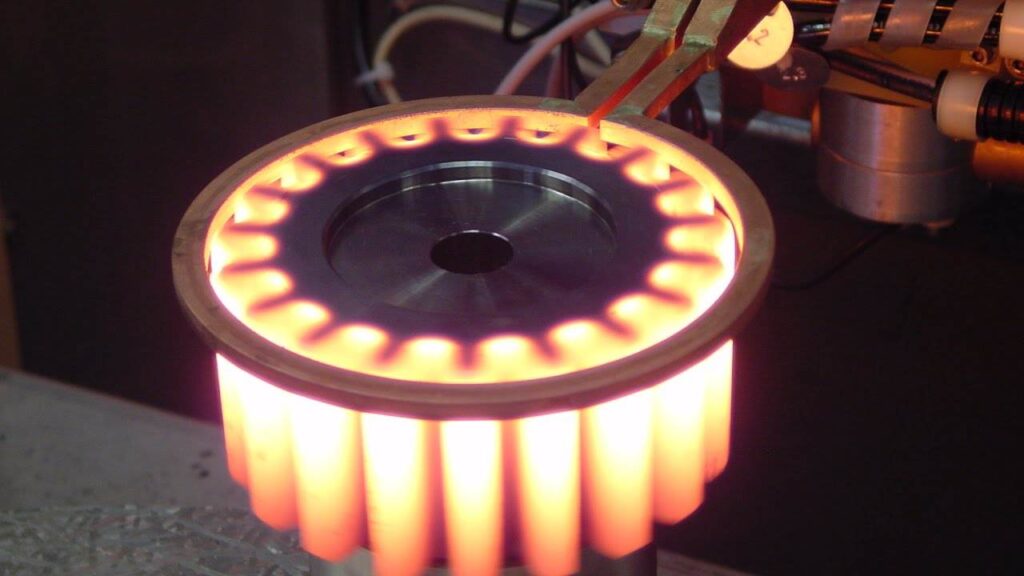
High-frequency quenching:
Due to the action of electromagnetic induction, the conductor will generate an eddy current near the conductor passing through the high-frequency alternating current. High-frequency quenching is the use of an eddy current to heat the metal to achieve the purpose of local quenching. Taking steel gears as an example, we hope that the surface of the gears has high hardness and anti-friction.
The deformation caused by the overall quenching or quenching-tempering is too large, which will affect the meshing of the gears. Therefore, we need local quenching to only increase the hardness of the gear surface. Specific method: surround the gear with a spiral copper tube, pass high-frequency alternating current on the copper tube, and pass water inside the tube to cool down.
The high-frequency alternating current generates an eddy current on the surface of the gear, and after the surface temperature of the gear rises to a critical temperature, it is rapidly cooled by water or oil. We obtain a workpiece that is hard on the outside and tough on the inside.
The same method can apply to shafts, cams, or other steel parts that require surface hardness and precision at the same time.
Salt bath:
Salt bath refers to a heating method in which molten salt solution is used as a heating medium and the workpiece is immersed in the salt solution for heating. According to the required working temperature, salts such as sodium chloride, potassium chloride, barium chloride, sodium cyanide, potassium cyanide, sodium nitrate, potassium nitrate, etc. are usually used as the heating medium.
The salt bath heats up fast and the temperature is uniform. The temperature regulation of modern salt bath furnaces can be accurate to one degree Celsius.
The workpiece is always heated in the salt solution, and a layer of salt film is attached to the surface of the workpiece when it leaves the salt bath furnace, so it can prevent the surface of the workpiece from being oxidized and decarbonized.
Salt baths can be used for heat treatment such as quenching, annealing, tempering, nitriding, and aging of carbon steel, alloy steel, tool steel, die steel, and aluminum alloy.

Carburizing:
Carburizing is generally applied to steels with low carbon content (below 0.3%) and also to some stainless steels. The steel is placed in a carbon-rich medium at a high temperature. The commonly used medium for gas carburizing is carbon monoxide, and liquid carburizing commonly uses a molten mixture of sodium cyanide and carbonate.
Solid carburizing is often wrapped in charcoal. Carbon diffuses onto the metal surface, forming metal carbides or dissolving into the metal’s microscopic crystal structure. Both mechanisms will strengthen the metal surface and greatly increase its hardness and strength. The depth of carburization can reach several millimeters.
At the depth of these several millimeters, the strength and hardness of the workpiece are greatly enhanced. The interior still retains its original strength and toughness.
Due to the high temperature of carburizing, gas carburizing is about 900~950 degrees Celsius, and the workpiece will still be deformed. So there is an effect on tolerances.
Aging treatment:
Aging treatment is generally a heat treatment method used to reduce or eliminate the internal stress of metals. When the metal is heated, cooled, machined, cast, or forged, internal stress will be generated inside. This internal stress is slowly released over time.
The specific performance is metal deformation. Therefore, after the above treatment process, the workpiece is often left at room temperature or higher than room temperature for a period of time to release its internal stress. Leave it there, let it happens.
For example, during the processing of precision gauge blocks and guide rails, before final grinding, the workpiece will be heated to a certain temperature in the aging furnace and left for a period of time. After the internal stress is released, the final grinding is performed after the deformation of the workpiece achieves the required precision size.
In the machining of aluminum alloys, aging is often carried out between the machining processes, so that the internal stress generated during the processing is released. Then the final process is processed to ensure dimensional accuracy.
CapableMachining concluded that heat treatment is a very important process in metal processing, which has an important impact on product quality and use. We must strictly implement this seemingly troublesome work according to the requirements of the process.