Quality control of CNC lathe machining
The use of CNC lathe in the process of processing, often encountered dimensional accuracy is not stable, positional accuracy is not stable, surface roughness is not stable and other product quality is difficult to control the problem, and even encountered the unexplained vibration of the knife, cutter breakage, entanglement of chips, deformation of the parts and other issues, which requires three major aspects of the elaboration of product quality control methods of CNC lathe machining, as well as the CNC lathe equipment, process methods, shanks, inserts, and the selection of cutting volume. Selection and cutting dosage.
The metal cutting process is actually the plastic deformation process of shear slip of the cut metal layer under the extrusion of the tool, which is a very complex physical process. The CNC lathe processing is a rotary body workpiece, the spindle motor of the CNC lathe provides the power source to drive the workpiece to rotate, and the cutting force of the cutting process is provided by the rotating torque and the feed movement of the lathe tool, the cutting force, cutting resistance, cutting heat, etc., of the complex physical deformation process seriously affect the quality of the product parts.
This complex physical deformation process of cutting force, cutting resistance, cutting heat and so on seriously affect the quality of the product parts, to control the stability of product quality, in fact, is to control the stability of this physical deformation process, the motor to provide cutting force, the configuration of the CNC system, CNC lathe equipment structure, fixture and clamping position selection, step arrangement, tool path, toolholder, insert selection and cutting dosage, etc., which will be comprehensively affected by the entire physical deformation process, and ultimately affect the product quality. Ultimately affect the quality of the product.
CNC lathe equipment on the impact of product quality
(1) CNC lathe equipment equipped with a motor for cutting force to provide a power source, is the primary factor affecting the quality of the product; such as small diameter, surface roughness requirements of high parts, the use of higher line speed cutting is to ensure the quality of one of the important methods;
For example, cutting ultra-precision threads with large lead, the motor needs to provide accurate positioning function and large torque support;
Selection of better servo motors can not only use higher linear speed and have greater torque support, and better servo motors will also have a higher resolution encoder, the greater the resolution, the more accurate positioning, speed fluctuations are smaller, that is, with a high-resolution encoder of the motor in high-speed operation can also maintain a small jitter, can make the cutting process more stable, so that the cutting processed surface roughness and dimensional accuracy is higher. Higher precision.
(2) CNC lathe configuration of the CNC system for cutting control to provide excellent control capabilities, is the basic factor in controlling product quality;
Such as the processing of deep groove parts, multi-step shaft parts processing, the cutting path of such parts exists in the characteristics of more commutation, especially the cutting path of deep groove parts, in the rough machining to make the chip removal smooth protection of the tool, the need for stratified widening, will form a very much dense commutation tool path, in the finishing time to avoid unreasonable acceleration and deceleration caused by vibration so as to process a high-quality groove, which needs to be reasonably based on the shape of trajectories This requires a good speed planning in advance according to the trajectory pattern;
Excellent control ability of the CNC system has a sensitive pre-processing ability, can directly use manual programming can make the tool in the corner of the corner direction change quickly and smoothly make acceleration and deceleration action, without the need to use the software in advance to do the corner of the tool path of the arc of the transition processing;
Of course, excellent CNC system should be equipped with excellent servo motors to play its role, if coupled with the scale, then the excellent control system can quickly and accurately to the servo motor to send out the quality of the scale feedback data, in the processing can automatically repair the accuracy of errors, such as machine tool manufacturing errors in the mechanical structure of the automatic compensation, automatic compensation for tool wear, equipment and product thermal expansion of the automatic temperature and size compensation, comprehensive cross fully automatic compensation and so on. Comprehensive cross full-automatic compensation and so on, forming a full closed-loop control system, than the traditional semi-closed-loop system can not get the actual feedback of the machinery in a timely manner to repair the accuracy errors ultimately caused by the uncontrollable product scrap, really realize the batch of products with zero defects.
(3) The structure of CNC lathe equipment for different types of parts to provide processing possibilities, according to the parts product specifications and quality requirements to choose the appropriate CNC lathe for processing;
Different types of CNC lathes have their own parts products are good at processing, today’s market has more CNC lathe equipment horizontal CNC lathe, vertical CNC lathe, turntable type tool holder CNC lathe, row-type tool holder CNC lathe, centrifugal CNC lathe, different parts to choose different suitable equipment for processing in order to meet product quality requirements;
Horizontal CNC lathe machining most of the iron chips are directly down to the bottom of the machine tool, iron chips generally do not friction with the processed surface, so the surface quality of the processed can be used directly;
However, the heavy workpiece with large rotary diameter, if installed on the horizontal CNC lathe for processing, due to the part of the workpiece to be processed is suspended, the self-weight of the suspended part is thrown up by the centripetal force of the high-speed rotation, which will lead to a strong shaking of the entire CNC lathe, even if the part can be processed, the quality of the parts can not be controlled, if installed on the vertical CNC lathe for machining, the workpiece’s weight is supported by the table vertically, and the spindle and bearings are supported by the spindle and bearings, which will lead to the surface quality can be used directly.
If installed on vertical CNC lathe for machining, the weight of the workpiece is supported vertically by the table, and the load of the spindle and bearings is small, which can make the workpiece rotating at high speed reduce the jitter greatly, and thus ensure the high quality of machining out the parts, so the heavy workpiece with large rotary diameter is suitable for the use of vertical CNC lathe;
Row-type tool holder CNC lathe is to install the tools side by side in the X-axis direction of the machine tool, there is no independent tool holder, and there is no need to rotate the tool holder when changing the tools, so there is no repetition of positioning accuracy when changing the tools that affects the precision of the parts, and so the dimensional consistency of the processed parts is extremely high, but due to the row-type installation of the tools, the floor space of the whole machine and the limitations on the X-axis travel are taken into consideration and it is not suitable for the manufacture of the row-type CNC lathe with an extra-large stroke.
Tool holder CNC lathe, so this kind of CNC lathe installation of the amount of tools is less specifications smaller, and the debugging of the first product needs to focus on avoiding interference between the tool and the workpiece, so it is more suitable for large quantities of small parts of simple shapes and high precision machining;
Walking center type CNC lathe is generally not independently configured tool holder, the same tool installed side by side along the X-axis direction, the most important feature of this kind of machine tool is that the tool only do X-axis operation, the spindle to do rotary movement at the same time, a small degree of driving the workpiece to do Z-direction movement, to do not independently configure Z-direction movement of the executive element, to maximize the reduction of the Z-direction of the precision error, and the workpiece elongation with the spindle expansion and contraction of moment in change, to ensure that the cutting of small parts with simple shapes.
And the elongation of the workpiece changes with the spindle expansion all the time, which ensures that the cutting force is close to the clamping part to the maximum extent, and guarantees high processing steel, high perpendicularity of the workpiece, and high quality of the product.
Impact of technology on product quality
If the impact of CNC lathe equipment on product quality is the impact of hardware, then the impact of processing technology on product quality is the method of influence, if a company in the case of existing machine tools are not many types of equipment, CNC lathe equipment selection is limited, then it is necessary to ensure the quality of the product from the processing method of machining, processing methods include clamping methods, step arrangements, tool paths, etc., the method of these Comprehensively called process analysis, workpiece processing methods, there is no fixed formula, there is no fixed method, there is only a better way, so it is called a process, a better process is to better ensure that the parts of the product processing efficiency and quality.
(1) fixture and clamping position selection is called the clamping method, clamping method is the primary process method that affects the quality of the part. Fixture is connected to the power source and the workpiece of the middle bridge, CNC turning equipment with a good servo spindle motor, to smooth power transmission to the workpiece for high-quality cutting process, the need for high-precision fixtures for transmission;
CNC lathe commonly used fixtures with three-jaw chuck, four-jaw chuck, chuck plus the top, according to different specifications and shapes, different quality requirements of the parts of the product selection of different fixtures;
Rough machining does not require more consideration of the quality of processing, but to consider to withstand a larger cutting force, so rough machining fixture selection should be clamped firmly as the primary consideration, such as the use of four-jaw chuck, long and heavy workpiece can choose four-jaw plus top;
Finishing when the cutting force is very small, but to consider the quality requirements of the parts and products, such as positional accuracy requirements of high parts products, high-precision fixtures can play a key role, especially the need to rely on the turnaround of the second clamping in order to ensure the accuracy of its position of the parts, the more need for high-precision fixtures to do the clamping, high-precision fixture with high-quality repeatability of the positioning accuracy, if high-precision fixtures and then matched with the wear-resistant chuck jaws for parts and products. If the high-precision fixture is coupled with wear-resistant jaws suitable for the parts, the quality of mass-produced parts will be very high consistency.
Choose a good fixture should be based on the shape of the parts and products and quality requirements to choose the right clamping position, the right clamping position to ensure that the quality of the parts on the product quality to play a multiplier effect;
To ensure the quality of the parts for the premise of product quality, the choice of clamping position can refer to the following suggestions:
① the use of the fewer the number of clamping, so that the entire product in a clamping process completed, the maximum guarantee of all positional accuracy required by the drawings;
② Clamping in the middle of the part, to ensure that the two ends of the amount of outreach as short as possible and uniform, to ensure that the cutting steel, to ensure that the quality of the processed;
③ Clamping in the larger outer circle cutting smaller outer circle, let the big torque drive small torque, reduce the possibility of parts vibration, to ensure the quality of machining.
④ Clamping position should avoid the weak position such as thin wall, deep groove, etc., to prevent clamping the machined surface.
⑤ Process the jaws into the shape and size of a certain section of the part, while clamping on a multi-step surface or on a shaped surface.
(2) Work step arrangement, reasonable arrangement of work steps is an important method to ensure the quality of the part product;
CNC lathe processing of rotary parts products by the two end faces, internal and external cylindrical surface, internal and external conical surface, internal and external step surface, internal and external threads, internal and external grooves, end face step groove, internal and external arc anisotropic surface composed of step arrangement is to arrange for the processing of the processing of the surface of the composition of the above order;
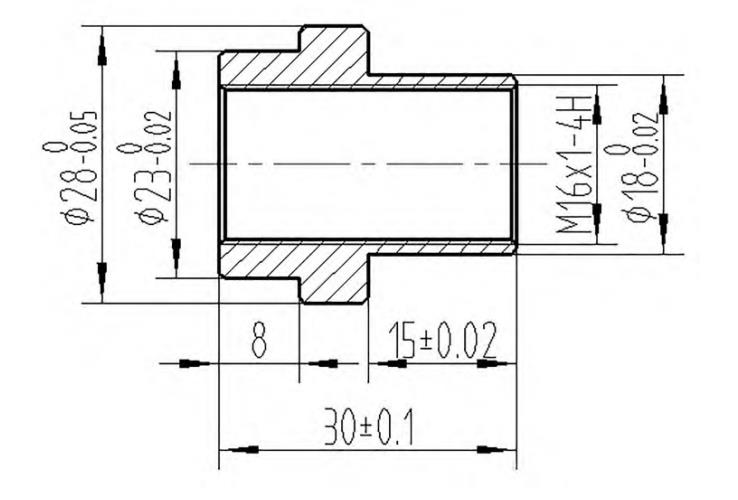
As shown in Figure 1, the dimensional tolerance of 18mm diameter cylindrical surface is 0.02mm, and the wall thickness at the thinnest point is only 1mm, according to the structure of the component surface, the internal thread M16×1 should be finished roughing and finishing before the machining of 18mm diameter cylindrical surface, because the cutting force of turning the internal thread is much larger than that of the cylindrical surface, and if it is the other way around, the cylindrical surface should be turned first, then when the internal thread is turned, the cylindrical surface will be machined.
If you choose to turn the outer cylindrical face first, then the internal thread will vibrate due to the lack of steel, which will seriously affect the quality of the part;
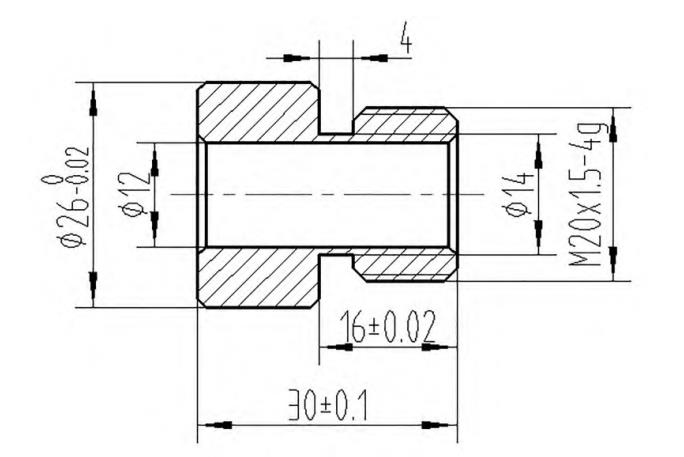
As shown in Fig. 2, the precision tolerance level of external thread M20×1.5 is 4g, which belongs to precision thread, according to the component surface structure, if the 12mm diameter bore is processed first, then the external thread should be turned next, and then the 4mm width groove can be turned last, because the diameter of the bottom of the groove of the 4mm width groove is 14mm, and if the groove of the 4mm groove is turned before turning thread, then the bottom of the groove will be turned before turning thread, then the groove will be turned before turning thread, then the groove will be turned before turning thread, and then the groove will be turned after turning.
If this 4mm groove is turned before turning the threads, then the groove bottom diameter of 14mm will be formed with the hole diameter of 12mm into a thin neck with a wall thickness of 1mm on one side, which will cause vibration of the knife due to the lack of steel at the end of the turning of the external threads, which seriously affects the product quality of the parts;
The arrangement of the work process is to be based on the overall situation of the component surface of the specific analysis, a reasonable arrangement of the work step is to ensure the quality of the parts product is an important method.
(3) tool path, referred to as tool path, tool path planning from the details of the impact on the quality of parts. When processing threads, especially the threads with large lead, the quality of threads processed is not the same when using three different tool paths, namely, the straight feed method, the oblique feed method, and the left and right alternating feed method; when processing slender shafts, the use of one-time roughing of the whole part and then finishing with one cut from the beginning to the end will easily make the slender shafts produce size and size of the head size error or even bending deformation of the slender shafts, and the use of segmented roughing and then segmented finishing will make the quality higher than the previous tool paths. Quality is higher than the previous toolpath;
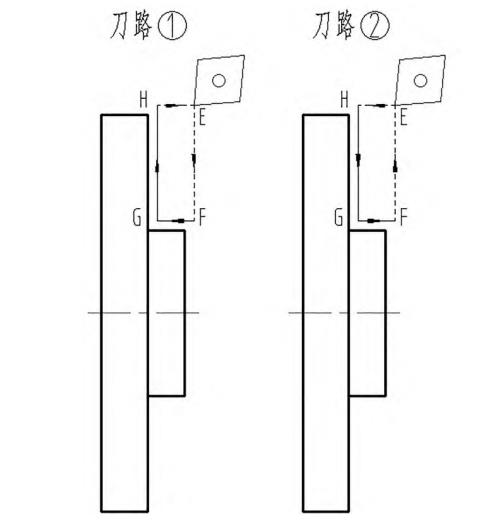
As shown in Figure 3, the two different toolpaths ① and ② used for finishing the same step face of the same part produce different quality results. When toolpath ① is used for finishing the step face, the main cutting edge of the lathe tool cuts close to the finishing allowance from point G to point H. The depth of cut is large, the width of the chip is large, the cutting resistance is large, and the roughness of the surface of the step face is undesirable, and it is even easy to vibrate the tool, while toolpath ② is used for finishing the step face, and it is easy to vibrate the tool. In finishing the step face, cutting from point H to point G, the sub cutting edge of the lathe tool assumes the main cutting task, the main cutting edge and the machined surface of the step face have a reasonable angular clearance, the depth of cut is small, the width of the chip is small, the cutting resistance is small, it is not easy to vibrate the tool, and the surface roughness of the step face is high;
The planning of the toolpath is also to be analyzed specifically according to the overall situation of the component surfaces, and the reasonable planning of the toolpath affects the quality of the product from the details.
Toolholder, insert selection and cutting amount of product quality impact
Toolholder, insert selection and cutting dosage directly affects the productivity of the product and product quality, especially on the surface roughness of the parts of the most direct and obvious; toolholder from the initial cast iron manufacturing to today’s tungsten steel is commonly used, inserts from the initial high-speed steel single material to today’s coating of cemented carbide, cermet and the increasing number of new materials, cutting dosage of the use of the data from the initial purely empirical to today’s scientific data based on different materials and different tools are reflecting the direction of product parts processing toward diversification, high efficiency and high quality development. According to the scientific data of different materials and different tools, all reflecting the processing of product parts toward diversification, high efficiency, high quality direction.
Cylindrical turning toolholder selection of cast iron materials can meet the general processing requirements, external groove turning toolholder to choose spring steel material in order to prevent deformation of the thin head vibration knife, internal hole turning toolholder to choose tungsten steel material in order to meet the lack of steel for deep hole processing;
In roughing, mild steel is suitable for the use of high-temperature resistant coated carbide inserts with large depth of cut, large feed and suitable cutting speed;
Finishing of mild steel is suitable for the use of high-temperature-resistant surface fine metal ceramics, the use of high cutting speed, meet the requirements of the parts drawings of the amount of feed, the appropriate depth of cut;
Processing of high-carbon steel, stainless steel is suitable for the use of CBN blades, cutting speed should be low;
Processing of non-ferrous metals such as aluminum and other non-ferrous metals using PCD blades can make the surface of the parts have a mirror effect, but the depth of cut should not be large;
Cutting speed, feed, and depth of cut are the most important influences on cutting force and cutting heat;
In the cutting process should be based on the actual cutting process to adjust the cutting amount to meet the different cutting process, such as steel is not good product parts should use a lower cutting speed for cutting, surface roughness can not meet the requirements of the parts drawing, the first to reduce the amount of feed.
Conclusion
The above three aspects of CNC lathe machining product quality control, but the impact of CNC lathe machining product quality factors are more than these, the tool clamping firm and the installation position will affect product quality control, cooling mode will affect product quality control, inspection program, testing gauges will also affect product quality control.