An Introduction to Waterjet Cutting
What is waterjet cutting?
Waterjet cutting is a material cutting process that uses a high-pressure jet of water, or a combination of water and abrasive material, to cut through various materials. The process involves accelerating water to a high velocity and then directing it at the workpiece to produce a precise, clean cut.
The cutting is a versatile cutting method that can be used for a wide range of materials, including metals, plastics, composites, stones, ceramics, and even food. It is a popular alternative to traditional cutting methods because it is environmentally friendly, produces minimal waste, and does not create heat-affected zones (HAZ) that can alter the properties of the material being cut.
Brief History and Development
Waterjet cutting has its roots in hydraulic mining, which was used in the 1800s to extract minerals from the ground using high-pressure water jets. In the 1930s, the concept of waterjet cutting was further developed for industrial applications, and in the 1950s, the first commercial waterjet cutting system was introduced.
The early the cutting systems were limited in their capabilities and were primarily used for cutting soft materials like paper and textiles. However, with the development of more powerful pumps and more advanced cutting heads, waterjet cutting became capable of cutting harder materials like metal, stone, and glass.
In the 1970s, abrasive waterjet cutting was introduced, which involved mixing abrasive materials, such as garnet, with water to increase the cutting power. This allowed waterjet cutting to be used for even tougher materials, and the waterjet technology has continued to evolve and improve since then.
Today, the cutting is used in a wide range of industries, from aerospace and automotive to the food industry, processing, and art. It has become a popular alternative to traditional cutting methods, such as laser cutting and plasma cutting, due to its versatility, precision, and environmental friendliness.
Working Principles
It can be accomplished through various methods, but most involve mixing abrasive material with water to erode particles from the workpiece. This highly versatile manufacturing process can cut, shape, and design a workpiece to precise specifications.
Compared to other cutting methods like plasma or laser cutting, waterjet cutting has several advantages. It offers greater accuracy, can handle complex designs, and can cut thermally sensitive materials without altering their properties. The abrasive material acts like sandpaper to erode the workpiece, without generating heat or affecting its temper. The resulting cut edges are clean and require no further processing before welding.
The Waterjet Cutting Process

Measuring kerf width
The width of the kerf pertains to the amount of material that is removed during the cutting process and was originally used to describe the width of the material removed by a saw blade. In waterjet cutting, the kerf refers to the width of the water stream, which is typically 0.04 inches or smaller and creates inside corners with a radius matching the stream width. Several factors affect the size of the kerf, such as the material thickness, type, cutting quality, and nozzle configuration.
Designers must consider the kerf size when determining the final product dimensions. For instance, if the kerf width is 0.042 inches, the final product dimensions must be adjusted accordingly to account for the cutting width; otherwise, the final product will be off by 0.042 inches.
Depending on the material thickness, its hardness, and waterjet cutting head features, one of the three tapers could be formed, V shape taper, reverse taper, or barrel taper. The tapper has to be taken into consideration when planning the design. And the cutting process operator needs to adjust the waterjet cutting machine parameter to minimize the taper angle.
Initial waterjet piercing
The initial cut created by a water jet cutter is known as the pierce, which has a wider width compared to the regular kerf. The pierce marks the beginning of the waterjet cutting process and can be executed through different techniques, including stationary, linear, circular, and low-pressure methods. The chosen piercing technique depends on the specific material to be cut and the quantity of scrap produced.
Tapering in kerf width
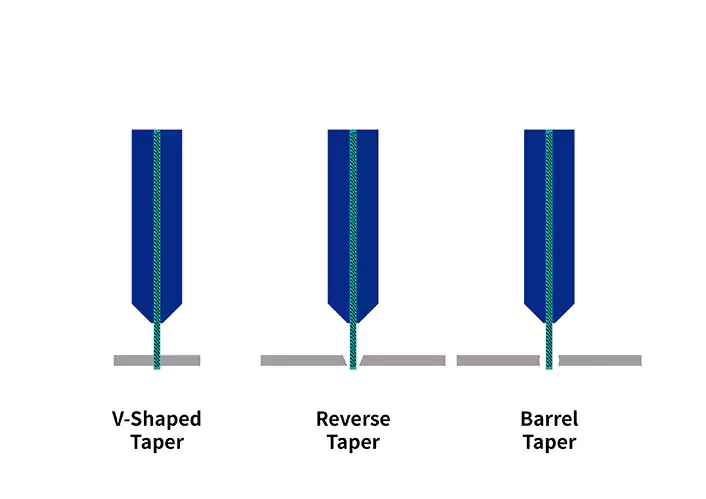
This cutting generates a V-shaped taper, which is the difference in the kerf width at the top and bottom of the cut. This taper occurs because the water stream loses some energy as it penetrates deeper into the material, resulting in more material being removed at the top than at the bottom.
When cutting soft and pliable materials, a reverse taper can occur at slow cutting speeds, where the kerf width is wider at the bottom due to the increased material removal.
Additionally, barrel tapers can form in extremely thick materials, where the cut is the widest in the middle.
While tapering is not a concern for most cutting jobs, it can pose issues in precision tooling, where the cut pieces must fit together accurately. In such cases, tapering needs to be considered and managed to ensure precise cuts.
Pressurizing
To pressurize water for cutting, various methods are utilized, including linear intensifiers and rotary direct drive pumps. Both pump types comprise a motor, water filters, control systems, and sensors.
Linear intensifier pumps use hydraulic oil under pressurized conditions of around 3000 psi. The low-pressure oil acts on a piston with a face area that is 20 times larger than the high-pressure plunger that presses against the water. Due to the size difference between the low and high-pressure pumps, the pressure on the larger plunger is intensified 20 times, resulting in a pressure of 60,000 psi.
Unlike the linear intensifier pump that utilizes hydraulic oil, the direct drive rotary pump operates without it. It comprises an electric motor that powers a crank, which drives the pistons that generate the water pressure. Direct drive pumps are equipped with 30 hp motors and feature an inlet that supplies water to the pump.
High-Pressure tubing
After leaving the pump, the pressurized water is transported through high-pressure tubing to the cutting head. This tubing is highly durable, featuring exceptional yield and tensile strength, as well as a smooth interior surface. It is typically made from either cold-worked stainless steel or thermoplastic pressure hose, available in sizes ranging from 0.25 inches up to 0.563 inches, and in various lengths to accommodate different water jet cutter designs.
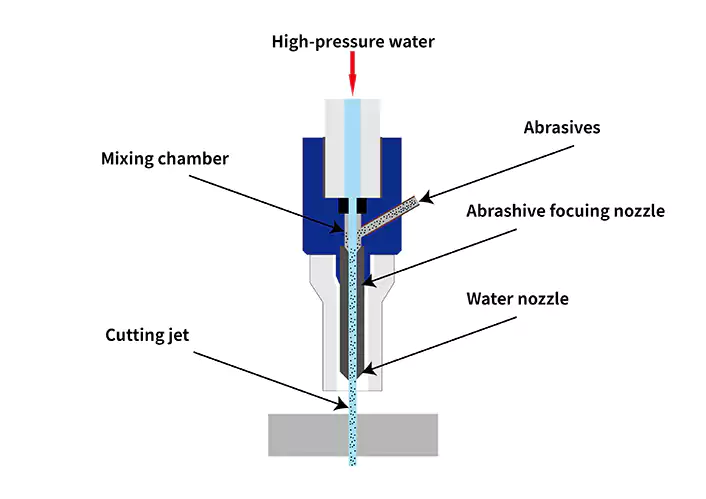
Cutting Head
As the pressurized water travels through the cutting head, it passes through an orifice made of diamond, ruby, or sapphire, which has a hole smaller than the tip of a pin. The water’s velocity rapidly increases to over 90,000 psi or 2500 mph as it passes through the orifice. The cutting head’s power directly impacts the cutting process, and a precision tooling cutting head can last between 500 to 1000 hours when used correctly.
There are two main types: pure waterjet cutting and abrasive waterjet cutting.
Pure waterjet cutting
Pure waterjet cutting uses only water, which is pressurized and directed at the material being cut. This method is suitable for cutting soft materials such as rubber, foam, and paper. Pure waterjet cutters are the oldest type of waterjet cutting tool. They are preferred because they create minimal moisture on the surface of the workpiece, thus reducing the risk of warping. These cutters produce a narrow stream that allows for precise cuts with minimal material loss. The cutting head of a pure waterjet cutter typically contains a jewel, but rubies are not suitable for use with pure water. The stream travels at speeds of Mach 2 for 40,000 psi and Mach 3 for 60,000 psi.
Abrasive waterjet cutting
Abrasive waterjet cutting involves mixing abrasive material, typically garnet, with high-pressure water to increase its cutting power. This method is suitable for cutting harder materials such as metals, stone, glass, and ceramics.
An abrasive material is introduced into the cutting head of an abrasive water jet cutting system, where it is properly mixed with the water stream. The addition of an abrasive sharpens the stream and enhances cutting effectiveness. As a result, an abrasive water jet cutter can cut any material, regardless of its thickness or hardness.
Applications
It has a wide range of applications across various industries. Some common applications include:
Aerospace
It is used to cut materials like titanium and composites for aerospace components such as engine parts and aircraft interiors.
Automotive
It is used to cut metal and plastic parts for cars and trucks.
Architecture
The cutting is used to create intricate designs and patterns on building facades and interior features like floors, walls, and countertops.
Food processing
This cutting is used to cut food products like fruits, vegetables, and meat, as well as to process materials like cheese and chocolate.
Medical
It is used to cut medical devices and instruments, as well as to create implants and prosthetics.
Art and sculpture
This cutting is used to create intricate designs and shapes in metal, stone, and glass for artistic purposes.
Manufacturing
It is used to cut a wide variety of materials for various manufacturing applications, including gaskets, seals, and machine parts.
Advantages
It offers several advantages over other cutting methods. Some of the key advantages include:
Versatility
Waterjet cutting can cut through a wide range of materials, including metals, plastics, ceramics, composites, and more. It can also cut intricate shapes and patterns with precision.
No heat-affected zone
It does not generate heat during the cutting process, which means there is no heat-affected zone (HAZ) in the material being cut. This makes it ideal for cutting materials that are sensitive to heat, such as metals and plastics.
Minimal material loss
Waterjet cutting produces a narrow kerf, which means there is minimal material loss during the cutting process. This can result in cost savings, especially when cutting expensive materials.
Environmentally friendly
Waterjet cutting does not produce hazardous waste or emit harmful fumes, making it an environmentally friendly cutting method.
Safe
It does not produce sparks or generate heat, which makes it a safer cutting method than others like plasma or laser cutting.
No need for secondary finishing
Waterjet cutting produces smooth and burr-free edges, which means there is no need for secondary finishing operations such as sanding or polishing.
Limitations of Waterjet Cutting
While waterjet cutting has many advantages, it also has some limitations. Some of the key limitations include:
Limited thickness
Waterjet cutting is most effective on materials up to 4-6 inches thick. For thicker materials, other cutting methods may be more appropriate.
Slower cutting speed
This cutting is generally slower than other cutting methods, such as plasma or laser cutting. This can make it less efficient for high-volume production.
Initial investment cost
Waterjet cutting machines can be expensive, which can make it difficult for small businesses or individuals to afford them.
Creating dust
Abrasive waterjet cutting can create dust and debris from the abrasive material, which can be hazardous if not properly controlled.
High maintenance requirements
Waterjet cutting machines require regular maintenance, including the replacement of worn parts and the monitoring of water quality.
Conclusion
Waterjet cutting is a highly versatile and precise cutting method that offers several advantages over other cutting methods. It is able to cut through a wide range of materials with precision, produces no heat-affected zone, and is environmentally friendly. It is used in various industries, including aerospace, automotive, architecture, food processing, medical, art, and manufacturing.
However, waterjet cutting does have some limitations, such as limited thickness, slower cutting speed, and high maintenance requirements. Despite these limitations, waterjet cutting remains a popular and effective cutting method for a wide range of applications.