Die-Casting Process for Automotive Aluminum Alloy Products
The history of using aluminum alloy instead of cast iron to produce automobile parts can be traced back to the 1940s, when a few European automobile factories, such as Italy’s Fiat developed aluminum alloy intake pipe and cylinder head and began to produce a small amount of production. In the 1950s, Australia introduced the low-pressure casting technology of a British company to produce aluminum castings for automobiles. At the same time, the Federal Republic of Germany made further improvements to the low-pressure casting technology to produce aluminum alloy parts with complex structures. General Motors also began mass production of aluminum castings for cars, such as air-cooled cylinder heads, crankcase, engine cover, etc. After the 1960s, due to the high-pressure casting technology, aluminum casting technology has been widely used in the automobile industry.
After the 1960s, due to the development of high-pressure die-casting technology, aluminum alloy-based light metals in the application of automobiles greatly increased, laying the foundation for the modern automotive industry’s widely used aluminum castings to reduce the weight of the car. In the past 20 years, the world automobile industry’s aluminum castings application has increased, according to statistics, the world’s total production of aluminum castings each year by about 3% or more of the rate of growth, and the total production of aluminum castings, 60% to 70% of the aluminum castings used in the manufacture of automobiles, so that the world’s aluminum casting production and application of automobile manufacturing industry have produced a close link.

Why the die-casting method?
Cost-Effectiveness: Die casting offers a cost-effective method for mass-producing automotive components compared to other manufacturing processes. Once the die (mold) is created, it can be used repeatedly to produce large quantities of parts with minimal material waste.
High Production Rates: Die casting allows for high production rates, making it ideal for automotive manufacturers who require large volumes of parts to meet demand. The process can produce hundreds to thousands of parts per day, depending on the complexity of the component and the size of the die-casting machine.
Complex Shapes and Tight Tolerances: Die casting enables the production of automotive components with intricate geometries and tight tolerances. The mold cavity can be designed to replicate complex shapes and features accurately, ensuring precise fit and function of the parts within the vehicle assembly.
Material Versatility: Die casting can be performed using a variety of metals and alloys, including aluminum, zinc, and magnesium. Each material offers unique properties such as lightweight, strength, and corrosion resistance, allowing automotive manufacturers to select the most suitable material for their specific application requirements.
Structural Integrity: Die-cast automotive components exhibit high structural integrity and strength-to-weight ratios, making them suitable for critical structural applications such as engine blocks, transmission housings, and suspension components.
The main processes of casting aluminum alloy parts in the automotive industry are:
Pressure casting
Pressure casting referred to as die casting, under a certain pressure to make the melt fill the cavity, casting dense organization, high mechanical properties, size precision, and small machining allowance. The pressure can be roughly divided into low-pressure casting and high-pressure casting two categories, the latter mold cost is higher, especially suitable for automotive casting products of mass production, high efficiency, the total cost is quite low.
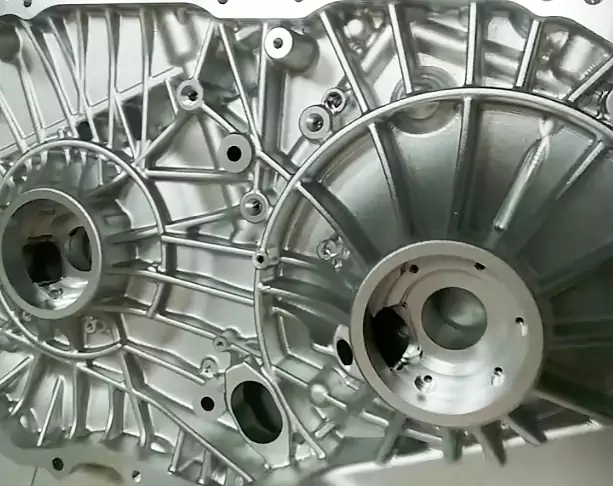
At present, almost all cars have transmission shells, clutch shells, water pump shells, carburetor shells, and steering gear shells for aluminum alloy die casting. The die-casting process flow is shown in Figure 5. The main parameters of the die-casting process are injection force, specific pressure, melt filling speed, filling time, holding time, melt temperature, and mold temperature.

Because the melt in high temperature, high speed, high pressure filling a cavity, inevitably will be involved in the gas, so the development of some new processes, such as vacuum die casting method, oxygenated die casting method, low-speed filling die casting method, “fine speed dense” die casting method (also known as Acurad method that is, accurate, rapid, dense), low-speed medium pressure filling (NDC) casting. Pressure filling (NDC) casting method, etc., are non-porous die casting new technology.
Therefore, according to the die casting characteristics of scientific control process parameters, reasonable design and manufacture of casting (including pouring system, overflow and exhaust system, casting cooling system, mold heating, and balance control system), the choice of appropriate paint and spraying technology.
Die casting aluminum melt temperature than the melting point of the alloy 40 ℃ ~ 100 ℃; Mold temperature and heat balance are to achieve high quality casting vital conditions, for general die casting, to take out the casting cavity surface temperature for the melting point of the alloy of 40% or so.

The vacuum die casting method pumping pipe vacuum degree is 22 kN/m2 ~ 27 kN/m2, in 0. 15 s to reach 4 kN/m2 of negative pressure. Vacuum die casting quality depends on the vacuum degree, usually die casting after T6 treatment gas content in 0.1 mL / ( 100 g Al) below.
The oxygen-filled method of production of die-casting gas content of about 0. 05 mL / ( 100g AI), only 1 / 10 of the ordinary die-casting method, and its alumina content of about 3 times as much as ordinary die-casting, but the existence of fine ( 1 μm) alumina particles, the product only a small number of microporous, pressure resistance performance is good.
Low-speed filling die casting method aluminum melt pouring speed is about 1 m / s, for the conventional die casting speed 1 / 20, 1 / 60. die-casting wall thickness must be greater than 6 mm, shape should not be complex. acarid method of the basic principle can be summarized as follows: control the cooling of the mold, large cross-section sprue, slow filling speed, double punch pressure injection piston.
NDC method adopts the spiral casting method, aluminum melts along the injection wall of the spiral sprue injection, air is not easy to mix into the melt, filling speed is low, and the time is the traditional die-casting method of 20 times; Due to solidification under pressure, dense organization, supplemented by appropriate heat treatment, can greatly improve the mechanical properties of the casting; Can be produced to require the sand core molding of the workpiece, casting pressure resistance, airtightness is good, Japan is widely used in this method of production of cars. Air compressor body, motorcycle cylinder head, wheels, exhaust 21 of the engine block.
Metal-type low-pressure casting
This kind of die-casting method is between the metal-type casting and die-casting between a process, aluminum melts under pressure along the rising liquid tube from the bottom of the one or two sprues to fill the cavity, and from far away from the sprues begins to solidify, and gradually to the sprues to expand.
This “sequential solidification” state with the metal casting is identical, the difference is that the low-pressure casting generally does not set up risers to make up for the shrinkage, and thus the shape and structure of the castings have certain requirements.

Low-pressure casting is when the utilization rate of aluminum melt than metal casting is much higher, up to 85% ~ 90%, while metal casting is only 40% ~ 60%, and the mechanical properties of the product are higher, densification is also better, but it’s a high rate of rejects, the production process is also complex. Metal-type low-pressure casting, die-casting process, and metal-type casting method of process content and product performance comparison are shown in Table 22.
Cosworth method
Cosworth method is the British Cosworth Research and Development Company and GKN joint company developed in the mid-1970s, is a kind of sand low-pressure casting process, in the automobile and aircraft industry to obtain a wide range of applications, and its typical products for the engine block, cylinder head and so on. The method of aluminum melt utilization rate is as high as 80% ~ 90%, while the sand and metal-type process is only about 55%, the casting scrap rate of only 2% ~ 4.5%, while the metal-type and other processes are as high as 5% ~ 10%, and sometimes even higher. Cosworth method of the process flow is shown in Figure 6.
The process produces accurate and stable casting size, casting size within 100 mm, the deviation of ± 0. 15 mm, less than 300 mm, ± 0. 20 mm, less than 800 mm, ± 0. 25 mm, similar to the tank, tank cover and other castings, the machining allowance is only 1. 5 mm ~ 2 mm, you can cancel the roughing; casting organization, dense, high mechanical properties, the porosity rate of 0. 01% ~ 0. 001%, the general public, and the casting process, the casting process, the casting process, the casting process, the casting process, the casting process, the casting process, and the casting process. 01% ~ 0. 001%, while the castings produced by the traditional process can be as high as 0. 1%, the casting elongation is at least twice as high as that of the traditional sand casting; castings do not contain internal oxide inclusions, and thus the surface quality of the casting is greatly improved, the general surface roughness Ra for ( 5. 3 ± 0. 7) μm.
Another key feature of the Cosworth process is the elimination of turbulence in the aluminum melt during transport and pouring, and usually no purging of the melt or addition of grain refiners. To minimize the intake of gases and the formation of oxide slag, there is a protective gas feeder above the holding furnace.
In addition, the heat treatment of the castings is carried out continuously, with the castings hung on special hangers of the pusher-type suspension chain, which is transported from the charging point to the linear quenching tanks and aging furnaces, and then finally blast cleaned in the vane-type shot blasting machine before being unloaded. The heat treatment cycle (solution treatment and artificial aging) of the castings is 6 h to 8 h, which is 2 h to 4 h shorter than that of the conventional sand castings. In addition, the castings have good hardenability and almost no deformation after quenching.
To improve the alloy’s strength properties and castability, and reduce production costs, Cosworth Research and Development Company developed a good performance of cheap recycled aluminum alloy – O2 alloy, which is a kind of Al-Si ( 10% ~ 12% ) -Cu ( 3% ) system alloy. This eutectic alloy has good sequential solidification performance, will not occur due to the solidification of a wide range of dendritic crystals gap fill shrinkage difficulties, even if there is a casting of air holes generated, will not be formed so that the two sides of the connected air holes have a leakage channel. The melt of the alloy is purified twice, allowing the scrap to contain high levels of iron and zinc, with w(Zn) = 2% and w(Fe) = 0.9%, and the magnesium content is reduced by chlorination. Mechanical properties of this alloy in the as-cast state.
Tensile strength Rm = 190 N/mm2, yield strength Rp0. 2 = 120 N/mm2, elongation A5 = 1% to 1. 5%; mechanical properties after artificial aging: Rm = 250 N/mm2 to 320 N/mm2, Rp0. 2 = 150 N/mm2 to 300 N/mm2, A5 = 1. 0% to 0. 8%.
Cosworth process is mainly used for the production of defect-free, lightweight high-strength castings, to meet the needs of more complex cylinder head production. In modern automobiles to improve efficiency and reduce fuel consumption, the engine structure is in the direction of the development of multi-valve, therefore, the cylinder head castings are not only more complex, but also its densification requirements are increasingly high. Sand low-pressure casting process is one of the effective processes for the production of such castings.
Gasification mold casting
The gasification mold casting process is a new casting method that appeared in the late 1950s. Some aluminum castings required for automobile lightweight, such as cylinder head, intake pipe, etc., are molded with sand core, but the core making and cleaning are troublesome in mass production, while the use of gasification mold casting, which does not need a sand core and simplifies the cleaning, and thus the method has been widely used in automobile casting production.
The gasification mold casting process is shown in Figure 7. Its main process is made of foam polystyrene sample mold, usually called foam mold, the sample mold assembly and coating into the sand after molding, and then pouring. The sample mold is vaporized by the heat of the aluminum melt, the space occupied is filled by the aluminum melt, and the casting with the same shape and size as the sample mold is obtained after cooling.

Gasification mold to polystyrene as raw material by adding 3% ~ 8% foaming agent at 80 ℃ ~ 100 ℃ under the pre-foaming and other procedures made. The gasification mold casting process and traditional sand casting, metal-type low-pressure casting, and pressure casting process in the concept is very different, its main features are:: ( 1 ) no mold, no mold.
- ( 1) no mold, no mold, no core, easy to clean the casting;
- ( 2) can be used without binder sand, easy to recycle, easy to deal with;
- ( 3) Less sand and non-metallic inclusions in the casting, high intrinsic quality.
- ( 4) The production process is simple, versatile, highly mechanized and automated, easy to realize mass production, equipment investment, conducive to reducing production costs;
- ( 5) can produce complex parts, less machining, and casting quality can be reduced by 10% ~ 30%.
- ( 6) easy to operate, does not need senior skilled workers, less pollution to the environment, and friendly production environment.
low-pressure casting
Low-pressure casting process in China’s automotive casting products in the production of automotive aluminum castings, the low-pressure casting process has been widely used, more than 88% of China’s wheels are produced by the use of this method of casting other parts such as those listed in Table below.
Conclusion
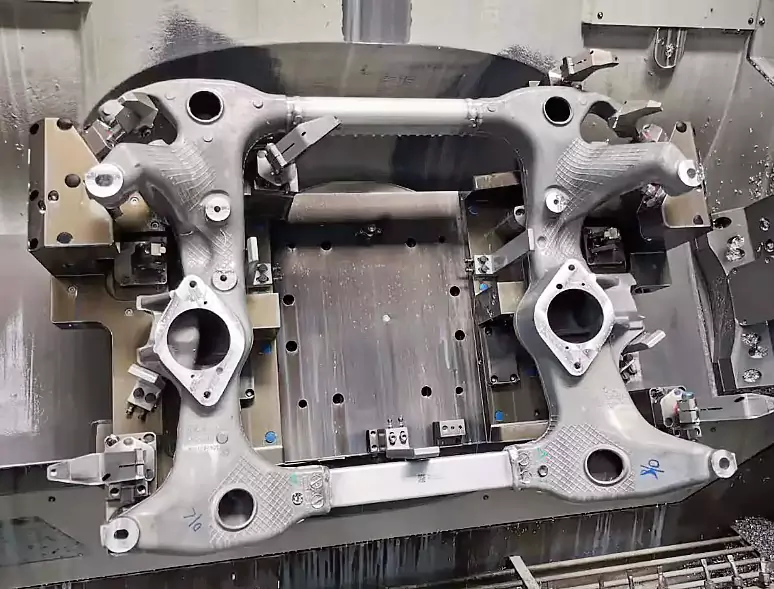
The widespread application of aluminum alloy die-casting in the automotive industry has improved economy and reduced vehicle costs. The recent rise of one-piece Giga die-casting by Tesla has pushed the industry to a rare climax. I believe there are still more opportunities in this regard. More challenges and opportunities